一种平板灯罩盖的保压成型机的制作方法
本技术涉及一种平板灯组装设备,尤其涉及一种平板灯罩盖的保压成型机。
背景技术:
1、平板灯的灯罩盖由海绵、导光板、涣散板、底板装配而成,底板的边缘设有扣点,先将海绵、导光板、涣散板放置在底板中,再通过压装扣点将其固定装配在底板中,从而完成灯罩盖的组装;
2、在现有技术中,采用人工手动压装底板扣点的方式进行灯罩盖的组装,组装自动化程度低下,灯罩盖的组装效率低,灯罩盖产量少;其次,通过人工压装的方式,需要对工作人员进行岗前培训,增加人工成本和培训成本,从而增加灯罩盖的生产成本;再者,作业手法不同造成灯罩盖的组装品质一致性差,底板扣点的压装精度难以管控,存在灯罩盖压装后松动的可能性,增加客诉的风险和报废成本;
3、因此,平板灯罩盖的组装存在进一步改善的空间。
技术实现思路
1、本实用新型的目的是为了提供一种解决背景技术中至少一个技术问题设计的一种平板灯罩盖的保压成型机。
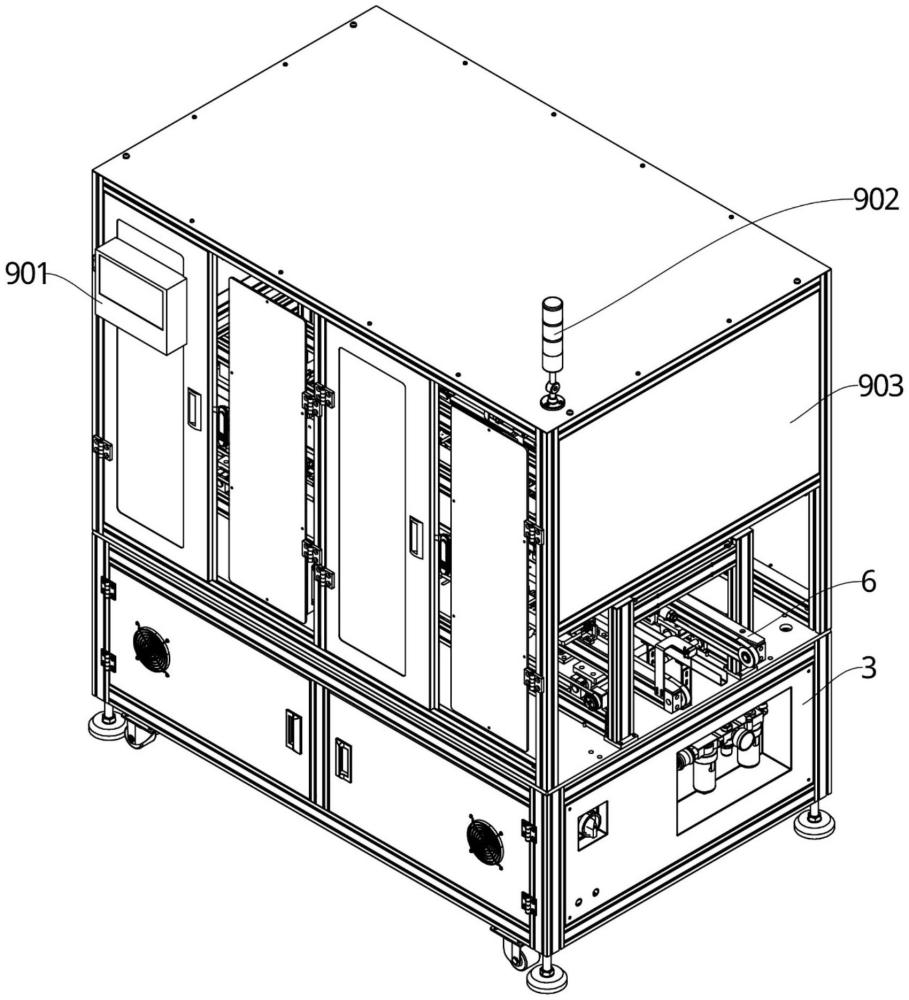
2、为实现上述目的,本实用新型采用如下方案:一种平板灯罩盖的保压成型机,包括机座、与所述机座装配且用于压装底板扣点的成型机构、与所述机座装配且用于固定灯罩盖的预压机构、与所述机座装配且用于运输灯罩盖的运输机构、与所述机座装配的顶升机构,所述机座设置用于压装底板的保压工位,所述顶升机构用于将灯罩盖从所述运输机构上顶升至所述保压工位,将所述成型机构相对应所述保压工位设置,所述预压机构设置在所述保压工位朝上的一端。
3、其中,所述成型机构包括压扣组件、推动气缸,所述推动气缸的固定端与所述机座相连接,所述推动气缸的推动端与压扣组件的安装座装配,所述压扣组件的压装空间朝向所述保压工位设置。
4、其中,所述成型机构还包括联动座,所述联动座连接于所述推动气缸的推动端与所述压扣组件的安装座。
5、其中,所述预压机构包括预压块、预压气缸,所述预压气缸的固定端与所述机座相连接,所述预压气缸的活动端与所述预压块相连接,所述预压块朝向所述保压工位可上下移动。
6、其中,所述运输机构包括运输带、用于驱动所述运输带转动的运输电机,所述运输带设置在所述保压工位的下方且分别位于所述保压工位的两侧。
7、其中,所述运输机构还包括传动杆,所述运输电机的固定端与所述机座相连接,所述运输电机的转动端与所述传动杆装配,所述传动杆与两组所述运输带装配且用于传递运输电机的扭矩。
8、其中,还包括用于调节所述运输机构宽度的调节机构,所述运输机构包括移动架,所述运输带设置在所述移动架上,所述调节机构包括丝杠、丝杠螺母,所述丝杠与所述机座可转动装配,所述丝杠螺母与所述丝杠螺纹连接,所述移动架与所述丝杠螺母的外壁相连接,当所述丝杠转动时,所述移动架沿着所述丝杠的轴线移动。
9、其中,所述调节机构包括用于转动所述丝杠的调节电机,所述调节电机的固定端与所述机座相连接,所述调节电机的活动端与所述丝杠装配。
10、其中,所述顶升机构设置在所述运输带与所述运输带之间,所述顶升机构包括支撑载板、顶升气缸,所述顶升气缸的固定端与所述机座相连接,所述顶升气缸的顶升端与所述支撑载板相连接。
11、其中,还包括装配在所述机座上用于阻挡所述灯罩盖的阻挡机构,所述阻挡机构设置所述保压工位的一端且位于所述运输带的前进方向上,所述阻挡机构包括阻挡块、阻挡气缸,所述阻挡气缸的固定端与所述机座相连接,所述阻挡气缸的活动端与所述阻挡块相连接,所述阻挡块与所述支撑载板可上下滑动装配。
12、本实用新型的优点在于:提升灯罩盖的底板压装自动化程度,减少的了人工成本的投入,提升灯罩盖的压装效率,提升灯罩盖的产量,其次,通过设备自动化压装的方式,降低人工成本;再者,设备自动化运行一致性良好,提升灯罩盖的组装品质的一致性,减少人为不确定因素对底板扣点的压装精度的影响,出现不良时便于排查消除,便于管控灯罩盖的品质,降低不良品流出造成客诉的风险。
技术特征:
1.一种平板灯罩盖的保压成型机,其特征在于:包括机座、与所述机座装配且用于压装底板扣点的成型机构、与所述机座装配且用于固定灯罩盖的预压机构、与所述机座装配且用于运输灯罩盖的运输机构、与所述机座装配的顶升机构,所述机座设置用于压装底板的保压工位,所述顶升机构用于将灯罩盖从所述运输机构上顶升至所述保压工位,将所述成型机构相对应所述保压工位设置,所述预压机构设置在所述保压工位朝上的一端。
2.根据权利要求1所述的一种平板灯罩盖的保压成型机,其特征在于:所述成型机构包括压扣组件、推动气缸,所述推动气缸的固定端与所述机座相连接,所述推动气缸的推动端与压扣组件的安装座装配,所述压扣组件的压装空间朝向所述保压工位设置。
3.根据权利要求2所述的一种平板灯罩盖的保压成型机,其特征在于:所述成型机构还包括联动座,所述联动座连接于所述推动气缸的推动端与所述压扣组件的安装座。
4.根据权利要求1所述的一种平板灯罩盖的保压成型机,其特征在于:所述预压机构包括预压块、预压气缸,所述预压气缸的固定端与所述机座相连接,所述预压气缸的活动端与所述预压块相连接,所述预压块朝向所述保压工位可上下移动。
5.根据权利要求1所述的一种平板灯罩盖的保压成型机,其特征在于:所述运输机构包括运输带、用于驱动所述运输带转动的运输电机,所述运输带设置在所述保压工位的下方且分别位于所述保压工位的两侧。
6.根据权利要求5所述的一种平板灯罩盖的保压成型机,其特征在于:所述运输机构还包括传动杆,所述运输电机的固定端与所述机座相连接,所述运输电机的转动端与所述传动杆装配,所述传动杆与两组所述运输带装配且用于传配递运输电机的扭矩。
7.根据权利要求6所述的一种平板灯罩盖的保压成型机,其特征在于:还包括用于调节所述运输机构宽度的调节机构,所述运输机构包括移动架,所述运输带设置在所述移动架上,所述调节机构包括丝杠、丝杠螺母,所述丝杠与所述机座可转动装配,所述丝杠螺母与所述丝杠螺纹连接,所述移动架与所述丝杠螺母的外壁相连接,当所述丝杠转动时,所述移动架沿着所述丝杠的轴线移动。
8.根据权利要求7所述的一种平板灯罩盖的保压成型机,其特征在于:所述调节机构包括用于转动所述丝杠的调节电机,所述调节电机的固定端与所述机座相连接,所述调节电机的活动端与所述丝杠装配。
9.根据权利要求6所述的一种平板灯罩盖的保压成型机,其特征在于:所述顶升机构设置在所述运输带与所述运输带之间,所述顶升机构包括支撑载板、顶升气缸,所述顶升气缸的固定端与所述机座相连接,所述顶升气缸的顶升端与所述支撑载板相连接。
10.根据权利要求9所述的一种平板灯罩盖的保压成型机,其特征在于:还包括装配在所述机座上用于阻挡所述灯罩盖的阻挡机构,所述阻挡机构设置所述保压工位的一端且位于所述运输带的前进方向上,所述阻挡机构包括阻挡块、阻挡气缸,所述阻挡气缸的固定端与所述机座相连接,所述阻挡气缸的活动端与所述阻挡块相连接,所述阻挡块与所述支撑载板可上下滑动装配。
技术总结
本技术涉及一种平板灯组装设备技术领域,尤其涉及一种平板灯罩盖的保压成型机,包括机座、与所述机座装配且用于压装底板扣点的成型机构、与所述机座装配且用于固定灯罩盖的预压机构、与所述机座装配且用于运输灯罩盖的运输机构、与所述机座装配的顶升机构,所述机座设置用于压装底板的保压工位,所述顶升机构用于将灯罩盖从所述运输机构上顶升至所述保压工位,将所述成型机构相对应所述保压工位设置,所述预压机构设置在所述保压工位朝上的一端,提升灯罩盖的底板压装自动化程度,减少的了人工成本的投入,提升灯罩盖的压装效率,提升灯罩盖的产量,降低人工成本,提升灯罩盖的组装品质的一致性,便于管控灯罩盖的品质。
技术研发人员:沈海滨
受保护的技术使用者:广东佳盈锋智能科技有限公司
技术研发日:20230807
技术公布日:2024/3/21
- 还没有人留言评论。精彩留言会获得点赞!