一种汽车非金属配件的塑形设备的制作方法
本技术涉及汽车配件塑形,尤其涉及一种汽车非金属配件的塑形设备。
背景技术:
1、非金属汽车配件指的是汽车中使用的不是金属材料制成的零部件,通常是使用塑形加工方法制造的。塑形加工是一种通过将熔融的塑料或其他可塑形材料注入模具中,使得材料在模具的作用下,达到塑形的目的,在经过脱模,完成对汽车非金属配件的制作。现如今的塑形设备,通过配合注塑机,将材料熔融后注入到模具中,以此实现对汽车配件的制作。
2、但现有的模具内部空间有限,大多模具单次只能制作出一个零件,导致加工生产效率降低,影响对汽车配件的生产速度,鉴于此,我们提出一种汽车非金属配件的塑形设备。
技术实现思路
1、本实用新型的目的是针对背景技术中存在的问题,提出一种汽车非金属配件的塑形设备。
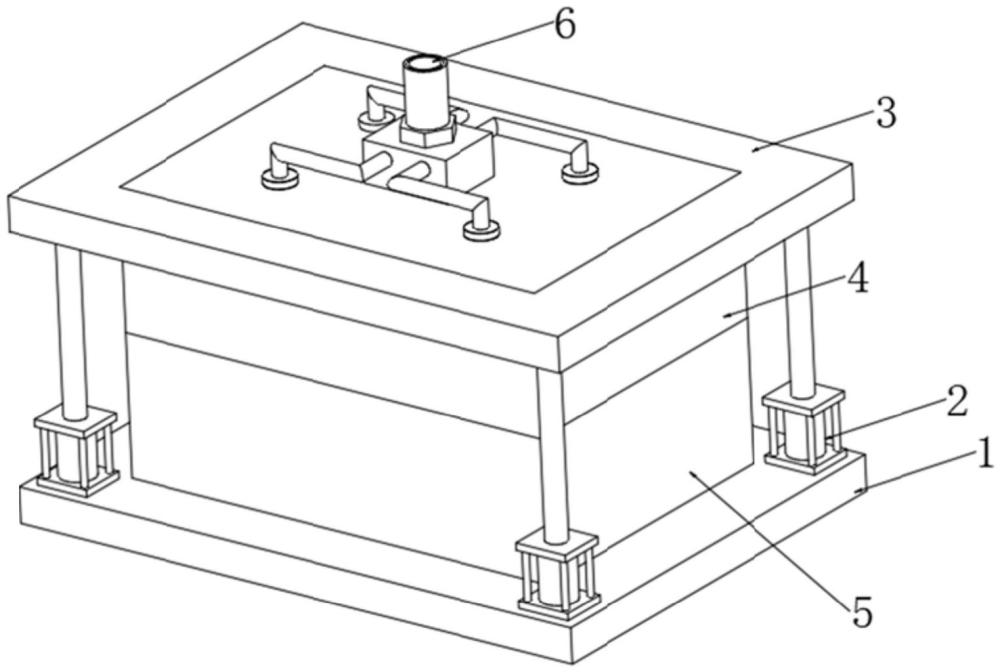
2、本实用新型的技术方案:一种汽车非金属配件的塑形设备,包括底座,所述底座的顶部安装有气缸,多个所述气缸的输出端连接有辅助框,所述辅助框中间部位设置有便于对熔融原料进行塑形的上模座,所述上模座底部设置有与上模座配合实现对熔融原料进行塑型的下模座,所述上模座与下模座内分别设置有便于将熔融原料分隔开来的第一隔开件与第二隔开件,所述上模座的顶部设置有便于将熔融原料注入到上模座与下模座内的注料机构。
3、优选的,所述第一隔开件安装在上模座内部,所述第二隔开件安装在下模座内部,所述第一隔开件与第二隔开件均呈十字状。
4、优选的,所述下模座的顶部安装有导向杆,所述上模座的底部开设有滑槽,多个所述导向杆分别设置在对应的滑槽中。
5、优选的,所述注料机构包括分流箱,所述分流箱的顶部连接有导管,所述导管的内壁上安装有耐热管芯。
6、优选的,所述分流箱的内部安装有分流件,所述分流件呈十字状,所述分流箱的正视向壁体上与背部壁体上对称设置有引流管,四个所述引流管的出口端处均连接有电磁阀。
7、优选的,四个所述引流管平均分组,两组所述引流管对称设置,每组所述引流管同样对称设置。
8、与现有技术相比,本实用新型具有如下有益的技术效果:
9、本实用新型通过导管与耐热管芯配合,将原料导入分流箱内,并且在分流件的设置下,达到将原料分成四个区域,并且在引流管与电磁阀的设置下,实现将原料导入上模座与下模座内的不同区域中,并且在第一隔开件与第二隔开件的分隔作用下,实现同时制作多个零件,并且在气缸的布置下,方便对塑形完成的零件进行脱模,有利于工作人员将零件取出,以此提升对汽车配件的生产速度。
技术特征:
1.一种汽车非金属配件的塑形设备,包括底座(1),其特征在于:所述底座(1)的顶部安装有气缸(2),多个所述气缸(2)的输出端连接有辅助框(3),所述辅助框(3)中间部位设置有便于对熔融原料进行塑形的上模座(4),所述上模座(4)底部设置有与上模座(4)配合实现对熔融原料进行塑型的下模座(5),所述上模座(4)与下模座(5)内分别设置有便于将熔融原料分隔开来的第一隔开件(41)与第二隔开件(51),所述上模座(4)的顶部设置有便于将熔融原料注入到上模座(4)与下模座(5)内的注料机构(6)。
2.根据权利要求1所述的一种汽车非金属配件的塑形设备,其特征在于,所述第一隔开件(41)安装在上模座(4)内部,所述第二隔开件(51)安装在下模座(5)内部,所述第一隔开件(41)与第二隔开件(51)均呈十字状。
3.根据权利要求1所述的一种汽车非金属配件的塑形设备,其特征在于,所述下模座(5)的顶部安装有导向杆(52),所述上模座(4)的底部开设有滑槽,多个所述导向杆(52)分别设置在对应的滑槽中。
4.根据权利要求1所述的一种汽车非金属配件的塑形设备,其特征在于,所述注料机构(6)包括分流箱(61),所述分流箱(61)的顶部连接有导管(62),所述导管(62)的内壁上安装有耐热管芯(63)。
5.根据权利要求4所述的一种汽车非金属配件的塑形设备,其特征在于,所述分流箱(61)的内部安装有分流件(65),所述分流件(65)呈十字状,所述分流箱(61)的正视向壁体上与背部壁体上对称设置有引流管(66),四个所述引流管(66)的出口端处均连接有电磁阀(67)。
6.根据权利要求5所述的一种汽车非金属配件的塑形设备,其特征在于,四个所述引流管(66)平均分组,两组所述引流管(66)对称设置,每组所述引流管(66)同样对称设置。
技术总结
本技术涉及汽车配件塑形技术领域,尤其涉及一种汽车非金属配件的塑形设备。其主要针对现有的模具内部空间有限,大多模具单次只能制作出一个零件,导致加工生产效率降低,影响对汽车配件生产速度的问题,提出如下技术方案:包括底座,所述底座的顶部安装有气缸,多个所述气缸的输出端连接有辅助框,所述辅助框中间部位设置有便于对熔融原料进行塑形的上模座,所述上模座底部设置有与上模座配合实现对熔融原料进行塑型的下模座。本技术实现同时制作出多个汽车配件,并且方便对配件进行脱模,有利于工作人员将其取出,使得配件的加工生产速度得到提升。
技术研发人员:王作将,夏文军,李得顺
受保护的技术使用者:上海宇湛自动化设备有限公司
技术研发日:20230807
技术公布日:2024/2/19
- 还没有人留言评论。精彩留言会获得点赞!