一种半自动包边机的制作方法
本技术属于包边设备,具体为一种半自动包边机。
背景技术:
1、手表盒是专门用来装存手表的盒子,通常手表盒包括面盒、底盒、盖板和底板,底盒内部相对的侧面分别设有侧板,盖板两端放置在侧板上端,盖板的表面留有枕头槽孔,枕头槽孔内放置枕头。现有技术中用来包表盒t座面上的盖板的方法通常是手工制作,员工需要将黄胶刷在pu料再将卡纸对好位置,用手压和抹平,或者借用其他重物如铁块来压平压实,最后成型为盖板。但是,人工操作的方法有以下缺点:1.刷黄胶耗时又耗力,味道刺鼻又不环保;2.手工对位时也不好对位,位置容易有偏差,不良率高;3.包边时包的不严实容易翘边等情况;4.长时间工作使员工的手容易累和痛,影响生产效率,为了跟上产量又需要添加员工或者增加工作时间。
2、因此,亟需设计一种包边机设备以解决上述技术问题。
技术实现思路
1、为解决上述背景技术中的问题,本实用新型提供一种半自动包边机,该包边机集对位粘贴包边为一体,省时省力,且不易出现翘边、起泡等不良现象,成品率较高。
2、本实用新型采用以下技术方案:
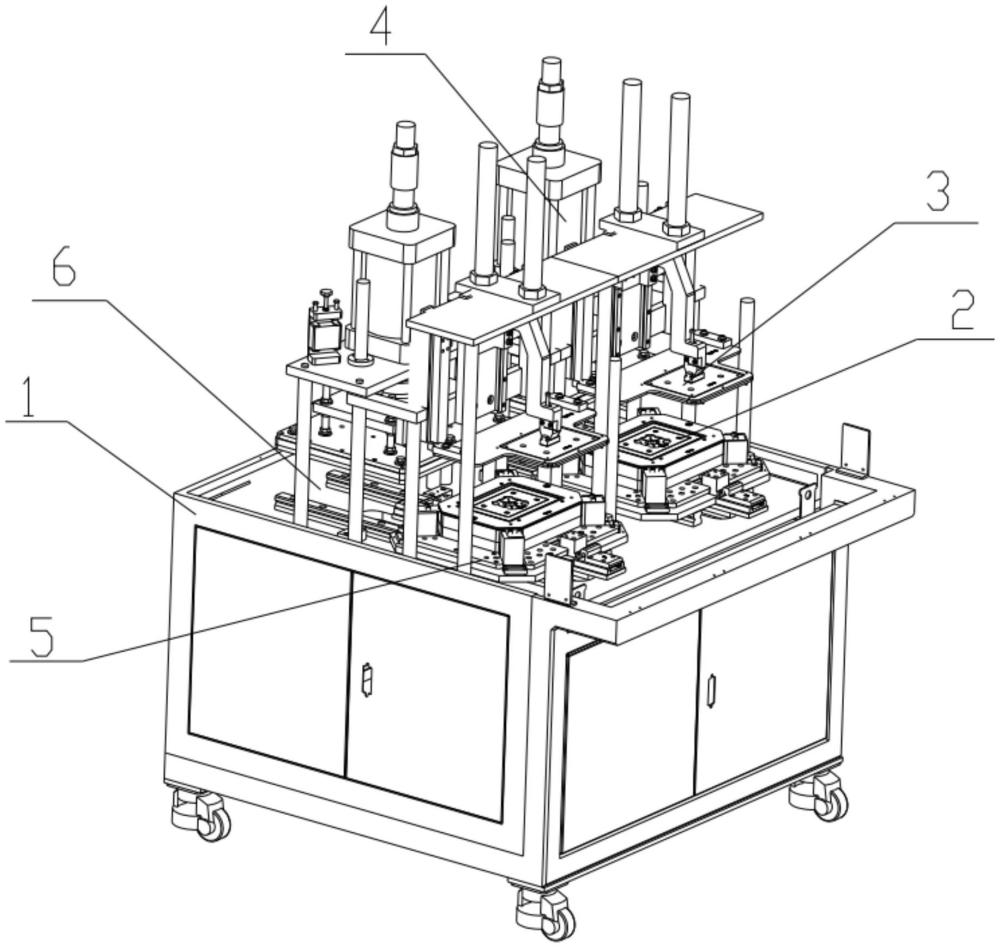
3、一种半自动包边机,包括机架、设置在机架上的底模机构、以及设置在底模机构上方的下压机构和热压机构,其中:
4、底模机构包括底座、活动设置在底座上的底部加热板、设置在底部加热板四周的铲刀以及设置于铲刀上方的底部定位板,底部定位板上与底部加热板正对的位置开设有型腔槽;
5、底模机构在机架上的第一位置和第二位置之间往复移动;
6、下压机构位于第一位置的上方,热压机构位于第二位置的上方。
7、进一步的,底座上位于底部加热板的四周设有铲刀驱动件,铲刀驱动件驱动铲刀向内收紧或向外松开。
8、进一步的,底部加热板弹性设置在底座上;在外部压力作用下,底部加热板相对于底座向下移动。
9、进一步的,下压机构包括顶部装料板和顶部中压板;
10、顶部装料板在第一驱动件的驱动下能够沿竖直方向向下运动以将第一物料压紧于底部定位板上;
11、顶部中压板正对型腔槽设置,且贯穿顶部装料板,顶部中压板在第二驱动件的驱动下能够沿竖直方向向下运动以将第二物料压紧在型腔槽内。
12、进一步的,铲刀有四个,四个铲刀同步在底部定位板和底座之间的间隙内移动,铲刀包括呈直角设置的第一折边部和第二折边部,四个铲刀在间隙内运动向内收紧将第一物料铲进型腔槽内以包裹在第二物料的边缘。
13、进一步的,热压机构包括设置在机架上的第三驱动件、加热压泡板和热固板,第三驱动件安装在机架的顶部,热固板安装在第三驱动件的输出端,加热压泡板安装在热固板的下端,第三驱动件能够驱动热固板上下移动以将加热压泡板压合在型腔槽内。
14、进一步的,机架上的底模机构、下压机构和热压机构分别有两套。
15、与现有技术相比,本实用新型的有益效果为:
16、(1)本实用新型的半自动包边机在机架上设置有底模机构,且底模机构上设有型腔槽,使用时,可直接将第一物料放置在型腔槽中即可限制第一物料的位置,方便后续在第一物料上放置第二物料进行包边;另外,在底模机构还设置有底部加热板,当底模机构位于第一位置时,通过底部加热板将第一物料上的过热溶胶溶化,再通过下压机构实现第一次挤压粘贴,之后底模机构运动到第二位置,此时,再通过热压机构实现二次加热压泡,最终形成的盖板成品质量好,无翘边、起泡等不良现象。
17、(2)本实用新型的半自动包边机对位准确,且通过顶部装料板、顶部中压板、加热压泡板的设置使第一物料和第二物料各面的受力均匀,减少了不良品的产生。
18、(3)本实用新型的半自动包边机在机架上的底模机构、下压机构和热压机构分别有两套,双机位可同时进行操作,提高工作效率,增加生产量。
技术特征:
1.一种半自动包边机,其特征在于,包括机架、设置在所述机架上的底模机构、以及设置在所述底模机构上方的下压机构和热压机构,其中:
2.根据权利要求1所述的半自动包边机,其特征在于,所述底座上位于所述底部加热板的四周设有铲刀驱动件,所述铲刀驱动件驱动所述铲刀向内收紧或向外松开。
3.根据权利要求1所述的半自动包边机,其特征在于,所述底部加热板弹性设置在所述底座上;在外部压力作用下,所述底部加热板相对于所述底座向下移动。
4.根据权利要求1所述的半自动包边机,其特征在于,所述下压机构包括顶部装料板和顶部中压板;
5.根据权利要求4所述的半自动包边机,其特征在于,所述铲刀有四个,四个所述铲刀同步在所述底部定位板和所述底座之间的间隙内移动,所述铲刀包括呈直角设置的第一折边部和第二折边部,四个所述铲刀在间隙内运动向内收紧将第一物料铲进所述型腔槽内以包裹在所述第二物料的边缘。
6.根据权利要求1所述的半自动包边机,其特征在于,所述热压机构包括设置在所述机架上的第三驱动件、加热压泡板和热固板,所述第三驱动件安装在所述机架的顶部,所述热固板安装在所述第三驱动件的输出端,所述加热压泡板安装在所述热固板的下端,所述第三驱动件能够驱动所述热固板上下移动以将所述加热压泡板压合在所述型腔槽内。
7.根据权利要求1所述的半自动包边机,其特征在于,所述机架上的底模机构、下压机构和热压机构分别有两套。
技术总结
本技术属于包边设备技术领域,具体为一种半自动包边机,包括机架、设置在机架上的底模机构、以及设置在底模机构上方的下压机构和热压机构,底模机构包括底座、活动设置在底座上的底部加热板、设置在底部加热板四周的铲刀以及设置于铲刀上方的底部定位板,底部定位板上与底部加热板正对的位置开设有型腔槽;底模机构在机架上的第一位置和第二位置之间往复移动;下压机构位于第一位置的上方,热压机构位于第二位置的上方。本技术的包边机集对位粘贴包边为一体,省时省力,且不易出现翘边、起泡等不良现象,成品率较高。
技术研发人员:陈宏,刘珍,杨云芝
受保护的技术使用者:广州亨雅实业集团有限公司
技术研发日:20230814
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!