一种汽车内饰软性层粘贴辅助工装的制作方法
本技术涉及注塑制造,尤其涉及到一种汽车内饰软性层粘贴辅助工装。
背景技术:
1、汽车门板、仪表板等内饰制造过程中,包含粘贴软性mesh材料的过程。mesh材料是软性的、透气的针织材料,用于汽车内饰中,以提高汽车内饰的表面软性质感。mesh材料一般是粘贴于汽车内饰产品的内层,外部再粘贴其他装饰性的pvc表皮、真皮等材料;mesh粘贴过程一般为生产过程中的一个步骤,即:将mesh层借助胶类粘贴于汽车内饰塑料骨架的外层,粘贴用的胶类为热熔胶或水性胶,喷涂在骨架表面或mesh的一面。
2、目前,该步骤一般为操作人员手工粘贴,粘贴使用的胶(热熔胶或水性胶等)常温下不具有粘性,操作人员需要使用外部加热装置加热胶后再进行mesh粘贴作业,该过程中操作人员需要反复拿取热风枪对骨架或mesh上的胶进行加热,且需要将mesh边缘对齐骨架相应位置。
3、目前的操作方法存在的问题包括:人工作业过程中频繁拿取热风枪等加热装置,有安全隐患且操作速度较慢;胶体带有粘性状态下,粘贴、调整不方便,质量难以保证,且影响作业效率。
技术实现思路
1、有鉴于背景技术中存在的技术问题,本实用型专利提供了一种汽车内饰软性层粘贴辅助工装,通过辅助装置实现对汽车内饰软性层的粘贴,消除安全隐患、提高作业效率、保证粘贴质量。
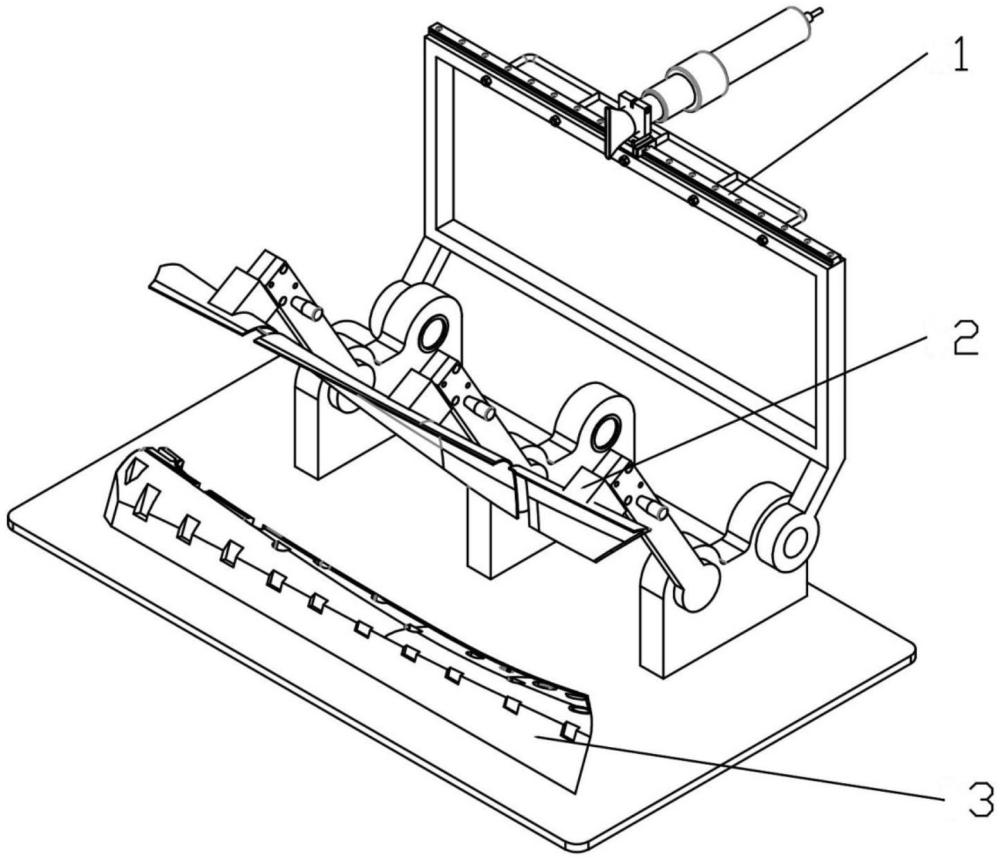
2、为实现上述目的,本实用新型的技术方案为:一种汽车内饰软性层粘贴辅助工装,包括:包括:产品仿形结构、多个可转动的支撑臂和翻转框架;
3、多个所述支撑臂一端转动安装,另一端安装有仿形结构片,所述支撑臂绕转动安装端转动,使所述仿形结构片扣接在所述产品仿形结构上侧;
4、所述翻转框架一端转动安装,另一端边缘滑动安装有热风枪,所述翻转框架绕转动安装端翻转,使所述热风枪的风嘴对准所述产品仿形结构上侧。
5、作为本实用新型的进一步改进,还包括底板,所述底板上一端安装所述产品仿形结构,另一端设有支撑底座;
6、各所述支撑臂均一端通过第一转轴转动安装在所述支撑底座上,所述翻转框架一端通过第二转轴转动安装在所述支撑底座上;
7、所述支撑臂绕转动安装端向内转动使所述仿形结构片扣接在内侧的所述产品仿形结构上侧,所述翻转框架位于所述支撑臂的外侧,所述翻转框架绕转动安装端翻转,使所述热风枪的风嘴对准所述产品仿形结构上侧的所述仿形结构片上侧。
8、作为本实用新型的进一步改进,所述支撑底座设置为多个,多个所述支撑底座位于同一直线上,该直线与所述产品仿形结构放置方向平行;
9、各所述支撑臂分别安装在一个所述支撑底座上,所述翻转框架安装在两个或多个所述支撑底座上。
10、作为本实用新型的进一步改进,所述支撑臂另一端设有连接结构,所述连接结构垂直于所述支撑臂延伸方向向下,且所述连接结构的下端适应所述仿形结构片的形状,与所述仿形结构片紧密连接。
11、作为本实用新型的进一步改进,所述翻转框架另一端边缘设有直线导轨,所述直线导轨上滑动连接有滑块,所述滑块连接有热风枪,所述热风枪沿所述直线导轨直线运动,使风嘴移动并实时对准所述产品仿形结构上侧。
12、作为本实用新型的进一步改进,所述滑块上安装有夹持部,所述夹持部中间固定夹持所述热风枪前端。
13、作为本实用新型的进一步改进,多个所述仿形结构片的总长度大于或等于所述产品仿形结构的长度;所述翻转框架上所述直线导轨的长度覆盖整个所述产品仿形结构的长度范围。
14、作为本实用新型的进一步改进,所述仿形结构片上设有多个透气孔,多个所述透气孔均匀分布。
15、作为本实用新型的进一步改进,所述风嘴采用扁口风嘴,扁口风嘴的开口方向垂直于所述直线导轨的延伸方向。
16、作为本实用新型的进一步改进,各所述支撑臂上均设有辅助手柄,通过辅助手柄操作所述支撑臂绕转动安装端转动,并控制所述仿形结构片抬起或扣接在所述产品仿形结构上侧。
17、作为本实用新型的进一步改进,所述翻转框架上设有手持部件,通过手持部件操作所述翻转框架绕转动安装端转动,并控制所述热风枪抬起或对准所述产品仿形结构上侧。
18、与现有技术相比,本实用新型的有益效果为:
19、本实用新型的辅助工装,通过设置多个支撑臂连接仿形结构片,在产品骨架与mesh裁片粘结过程中,将产品骨架与mesh裁片紧密按压在产品仿形结构上,避免产品骨架与mesh裁片错位,mesh裁片铺设完成后无需二次调整mesh裁片的位置,提高粘结质量;同时,通过设置翻转框架,将热风枪滑动连接在翻转框架边缘,解决了工作人员频繁拿取热风枪、存在安全隐患及速度慢的问题,提高了汽车内饰软性层粘结的作业效率。
20、本实用新型通过在支撑臂上设置辅助手柄,在翻转框架上设置手持部件,便于工作人员操作,也使操作更加规范、便捷,保证操作过程的安全性、高效性。
21、本实用新型通过设置直线导轨,使热风枪沿直线导轨移动,能够较好的控制热风枪对产品仿形结构上mesh裁片各位置的加热时间,提高工作效率。
22、本实用新型通过在仿形结构片上设置透气孔,使得热风枪吹出的热气更好的作用于仿形结构片下侧,进而对产品骨架与mesh裁片之间的胶加热,使胶升温后粘结产品骨架与mesh裁片。
技术特征:
1.一种汽车内饰软性层粘贴辅助工装,其特征在于,包括:产品仿形结构、多个可转动的支撑臂和翻转框架;
2.根据权利要求1所述的汽车内饰软性层粘贴辅助工装,其特征在于:还包括底板,所述底板上一端安装所述产品仿形结构,另一端设有支撑底座;
3.根据权利要求2所述的汽车内饰软性层粘贴辅助工装,其特征在于:所述支撑底座设置为多个,多个所述支撑底座位于同一直线上,该直线与所述产品仿形结构放置方向平行;
4.根据权利要求1所述的汽车内饰软性层粘贴辅助工装,其特征在于:所述支撑臂另一端设有连接结构,所述连接结构垂直于所述支撑臂延伸方向向下,且所述连接结构的下端适应所述仿形结构片的形状,与所述仿形结构片紧密连接。
5.根据权利要求1所述的汽车内饰软性层粘贴辅助工装,其特征在于:所述翻转框架另一端边缘设有直线导轨,所述直线导轨上滑动连接有滑块,所述滑块连接有热风枪,所述热风枪沿所述直线导轨直线运动,使风嘴移动并实时对准所述产品仿形结构上侧。
6.根据权利要求5所述的汽车内饰软性层粘贴辅助工装,其特征在于:所述滑块上安装有夹持部,所述夹持部中间固定夹持所述热风枪前端。
7.根据权利要求5所述的汽车内饰软性层粘贴辅助工装,其特征在于:多个所述仿形结构片的总长度大于或等于所述产品仿形结构的长度;所述翻转框架上所述直线导轨的长度覆盖整个所述产品仿形结构的长度范围。
8.根据权利要求1所述的汽车内饰软性层粘贴辅助工装,其特征在于:所述仿形结构片上设有多个透气孔,多个所述透气孔均匀分布。
9.根据权利要求1所述的汽车内饰软性层粘贴辅助工装,其特征在于:各所述支撑臂上均设有辅助手柄,通过辅助手柄操作所述支撑臂绕转动安装端转动,并控制所述仿形结构片抬起或扣接在所述产品仿形结构上侧。
10.根据权利要求1所述的汽车内饰软性层粘贴辅助工装,其特征在于:所述翻转框架上设有手持部件,通过手持部件操作所述翻转框架绕转动安装端转动,并控制所述热风枪抬起或对准所述产品仿形结构上侧。
技术总结
本技术提供一种汽车内饰软性层粘贴辅助工装,涉及注塑制造技术领域,包括:产品仿形结构、多个可转动的支撑臂和翻转框架;多个支撑臂一端转动安装,另一端安装有仿形结构片,支撑臂绕转动安装端转动,使仿形结构片扣接在产品仿形结构上侧;翻转框架一端转动安装,另一端边缘滑动安装有热风枪,翻转框架绕转动安装端翻转,使热风枪的风嘴对准产品仿形结构上侧。本技术设置支撑臂连接仿形结构片,将产品骨架与mesh裁片紧密按压在产品仿形结构上,避免产品骨架与mesh裁片错位,提高了粘结质量;设置热风枪滑动连接在翻转框架边缘,解决了频繁拿取热风枪速度慢且存在安全隐患的问题,提高了作业效率。
技术研发人员:金炳千
受保护的技术使用者:北京延锋北汽汽车内饰件有限公司
技术研发日:20230817
技术公布日:2024/2/29
- 还没有人留言评论。精彩留言会获得点赞!