一种具备顶出延迟功能的塑胶模具的制作方法
本技术属于塑胶成型领域,涉及塑胶产品脱模技术,具体涉及一种具备顶出延迟功能的塑胶模具。
背景技术:
1、现有的塑胶模具包括底板、上模块、下模块和顶出机构,顶出机构包括顶针托板、顶针固定板、若干同步顶针,脱模时是通过顶针托板和顶针固定板将同步顶针上提,使得同步顶针将模芯内的产品顶出。
2、上述塑胶模具在实际应用当中,对于一些结构特殊的塑胶产品(如胶位厚度薄弱处、螺丝孔耳朵、深加强筋等),由于所有的同步顶针是同步的,对于这些结构特殊的塑胶产品,顶出效果并不是很理想,一方面容易出现产品无法完全顶出的情况,另一方面塑胶产品的胶位厚度薄弱处,也非常容易在顶出过程中受到损伤,出现变形、开裂等情况,顶出脱模质量难以得到保证。
技术实现思路
1、发明目的:为了克服现有技术中存在的不足,提供一种具备顶出延迟功能的塑胶模具,其能够针对特定结构的塑胶产品,通过延迟顶针对指定位置进行延迟顶出,使得塑胶产品的顶出状态能够保持整体平衡,不但保证了这些塑胶产品的顺利脱模,而且确保了顶出脱模过程中不会损伤到塑胶产品,顶出脱模质量得到了保障。
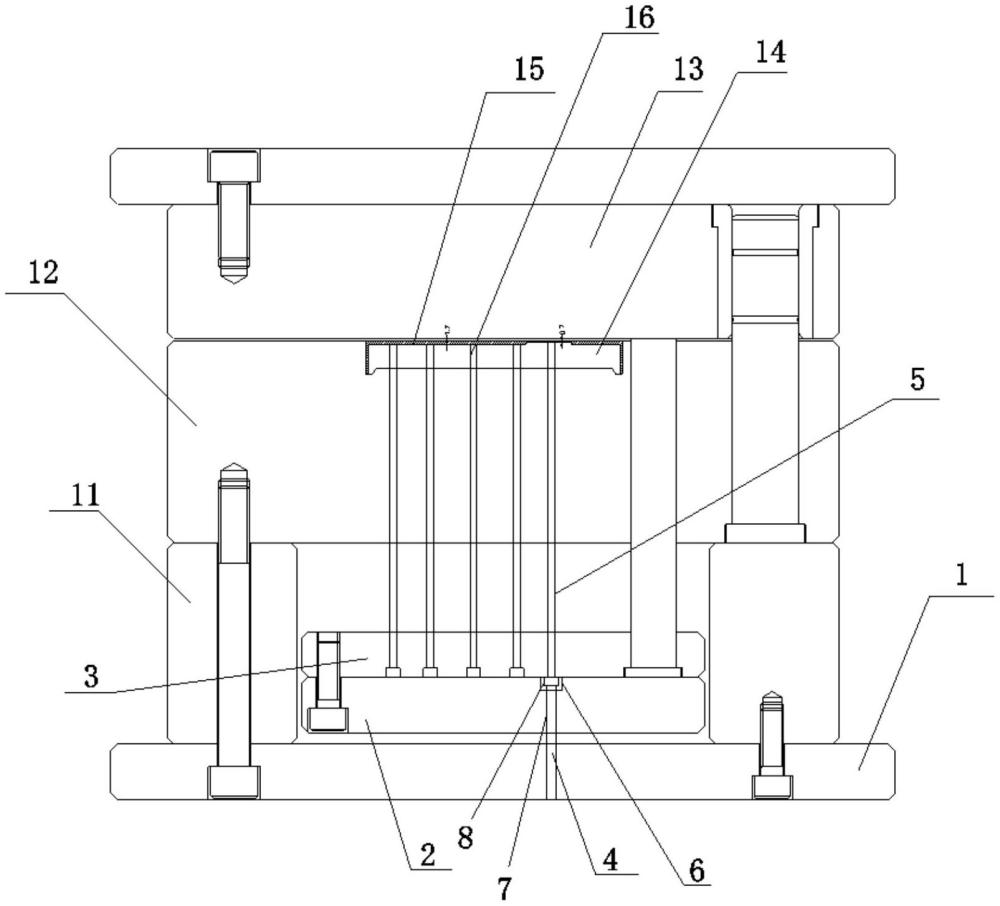
2、技术方案:为实现上述目的,本实用新型提供一种具备顶出延迟功能的塑胶模具,包括底板、上模块、下模块和顶出机构,所述顶出机构包括顶针托板、顶针固定板、若干同步顶针,所述同步顶针配合在顶针固定板上,所述同步顶针伸入到下模块的模芯内,所述顶针托板设置于顶针固定板下端,所述顶出机构还包括至少一个延迟顶针,所述延迟顶针配合在顶针固定板上,所述顶针托板上开设有凹槽,所述延迟顶针的顶端伸入到下模块的模芯内,底端的顶针头位于凹槽内,所述底板上固定设置有镶件,所述镶件纵向穿过顶针托板伸入到凹槽内,所述镶件支撑着延迟顶针,所述延迟顶针底端的顶针头与凹槽的槽底之间存在间距。
3、进一步地,所述顶针托板上开设有与镶件相匹配的镶件孔,所述镶件孔的顶端位于凹槽的槽底,底端位于顶针托板的底部。
4、进一步地,所述镶件和镶件孔之间存在间隙,使得顶针托板上下移动的过程中,镶件和镶件孔不会发生摩擦接触,避免了镶件和镶件孔因此出现磨损。
5、进一步地,所述镶件孔的孔径小于延迟顶针底端的顶针头的直径,确保了顶针托板上移过程中凹槽的槽底能够接触到顶针头,能够顺利将延迟顶针向上顶出。
6、进一步地,所述镶件、镶件孔和延迟顶针底端的顶针头三者同轴设置。
7、进一步地,所述镶件的下部嵌入固定在底板上,提升了镶件的连接强度,保证了镶件的位置稳定性。
8、有益效果:本实用新型与现有技术相比,通过延迟顶针、凹槽、镶件的配合设计,使得延迟顶针能够晚于同步顶针被延迟上顶,使得特定结构的塑胶产品的顶出状态能够保持整体平衡,不但保证了这些塑胶产品的顺利脱模,而且确保了顶出脱模过程中不会损伤到塑胶产品,顶出脱模质量得到了保障。
技术特征:
1.一种具备顶出延迟功能的塑胶模具,包括底板、上模块、下模块和顶出机构,所述顶出机构包括顶针托板、顶针固定板、若干同步顶针,所述同步顶针配合在顶针固定板上,所述同步顶针伸入到下模块的模芯内,所述顶针托板设置于顶针固定板下端,其特征在于,所述顶出机构还包括至少一个延迟顶针,所述延迟顶针配合在顶针固定板上,所述顶针托板上开设有凹槽,所述延迟顶针的顶端伸入到下模块的模芯内,底端的顶针头位于凹槽内,所述底板上固定设置有镶件,所述镶件纵向穿过顶针托板伸入到凹槽内,所述镶件支撑着延迟顶针,所述延迟顶针底端的顶针头与凹槽的槽底之间存在间距。
2.根据权利要求1所述的一种具备顶出延迟功能的塑胶模具,其特征在于,所述顶针托板上开设有与镶件相匹配的镶件孔,所述镶件孔的顶端位于凹槽的槽底,底端位于顶针托板的底部。
3.根据权利要求2所述的一种具备顶出延迟功能的塑胶模具,其特征在于,所述镶件和镶件孔之间存在间隙。
4.根据权利要求2所述的一种具备顶出延迟功能的塑胶模具,其特征在于,所述镶件孔的孔径小于延迟顶针底端的顶针头的直径。
5.根据权利要求2所述的一种具备顶出延迟功能的塑胶模具,其特征在于,所述镶件、镶件孔和延迟顶针底端的顶针头三者同轴设置。
6.根据权利要求1所述的一种具备顶出延迟功能的塑胶模具,其特征在于,所述镶件的下部嵌入固定在底板上。
技术总结
本技术公开了一种具备顶出延迟功能的塑胶模具,包括底板、上模块、下模块和顶出机构,顶出机构包括顶针托板、顶针固定板、若干同步顶针,所述同步顶针伸入到下模块的模芯内,顶针托板设置于顶针固定板下端,顶出机构还包括至少一个延迟顶针,延迟顶针配合在顶针固定板上,顶针托板上开设有凹槽,延迟顶针的顶端伸入到下模块的模芯内,底端的顶针头位于凹槽内,所述底板上固定设置有镶件,所述镶件纵向穿过顶针托板伸入到凹槽内,所述镶件支撑着延迟顶针。本技术通过延迟顶针对指定位置进行延迟顶出,使得塑胶产品的顶出状态能够保持整体平衡,不但保证了这些塑胶产品的顺利脱模,而且确保了顶出脱模过程中不会损伤到塑胶产品。
技术研发人员:陆建安,吴纪炳
受保护的技术使用者:宜兴市南埠塑胶电子有限公司
技术研发日:20230822
技术公布日:2024/4/22
- 还没有人留言评论。精彩留言会获得点赞!