一种全自动高压传感器生产线的制作方法
本技术涉及产品组装和测试。更具体地,涉及一种全自动高压传感器生产线。
背景技术:
1、高压传感器是一种将被测电量参数转换成直流电流、直流电压并隔离输出模拟信号或数字信号的装置;高压传感器广泛的应用于医疗、非公路车辆、重型设备、危险区域及一般工业领域,具有高可靠性和高性价比的优点。
2、但是,在高压传感器生产的过程中,需要人工手动进行组装和测试,导致工作效率偏低且人工操作危险度高。
技术实现思路
1、针对上述问题,本实用新型提供一种全自动高压传感器生产线能够实现自动组装并测试产品,提高工作效率且节省人力成本。
2、为实现上述目的,本实用新型采用下述技术方案:
3、本实用新型提供一种全自动高压传感器生产线,包括:
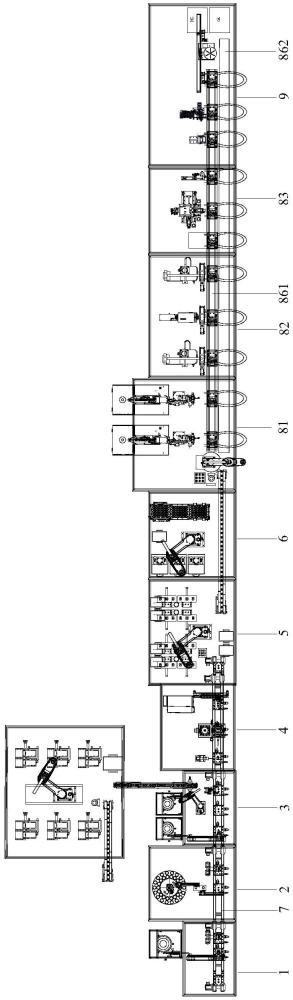
4、依次设置的胶壳组装检测设备,插针组装检测设备,传感器组装设备,贴标设备,通电检测设备,气密性检测设备以及用以在各个设备间传送料盘的输送装置;
5、所述胶壳组装检测设备用以将胶壳装载到料盘上并进行高度检测;
6、所述插针组装检测设备用以将插针与料盘上的胶壳组装并进行高度检测;
7、所述传感器组装设备用以将o型圈、钢盖和传感器与经过插针组装检测设备后的胶壳组装形成高压传感器;
8、所述贴标设备用以对高压接触器进行贴标签;
9、所述通电检测设备用以对高压传感器进行通电、气压测试;
10、所述气密性检测设备用以对高压传感器进行通气、压力值测试。
11、优选方案是,所述胶壳组装检测设备包括胶壳装载工位以及第一高度检测工位;
12、在所述胶壳装载工位将胶壳装载至位于输送装置上的料盘上;
13、在所述第一高度检测工位对装载至料盘上的胶壳进行高度检测。
14、优选方案是,所述插针组装检测设备包括插针组装工位和第二高度检测工位;
15、在所述插针组装工位将插针与料盘上的胶壳组装;
16、在所述第二高度检测工位对组装后的插针与料盘进行高度检测。
17、优选方案是,所述传感器组装设备包括依次设置的第一组装工位,第二组装工位和第三组装工位;
18、在所述第一组装工位进行o型圈和插针及胶壳的组装形成胶壳组件;
19、在所述第二组装工位进行钢盖和传感器的组装形成传感器组件;
20、在所述第三组装工位进行传感器组件和胶壳组件的组装形成高压传感器。
21、优选方案是,所述贴标设备包括依次设置的ccd检测工位,钢盖紧固工位和贴标签工位;
22、在所述ccd检测工位对高压传感器进行ccd检测;
23、在所述钢盖紧固工位将高压传感器的钢盖缩口紧固;
24、在所述贴标签工位对高压传感器贴附标签。
25、优选方案是,所述通电检测设备包括用以对高压传感器进行通电、气压测试的第一测试工位,用以缓存高压传感器的第一缓存工位和用以放置在第一测试工位检测不合格的高压传感器的第一ng工位;
26、所述气密性检测设备包括用以对高压传感器进行通气、压力值测试的第二测试工位、用以放置在第二测试工位检测不合格的高压传感器的第二ng工位和用以存放在第二测试工位检测合格的高压传感器的存放工位。
27、优选方案是,所述传感器组装设备包括用以向第二组装工位提供传感器的传感器标定装置;所述传感器标定装置包括用以对传感器进行标定和验证的标定工位。
28、优选方案是,所述生产线还包括位于气密性检测设备下游的线束组装设备;所述线束组装设备用以将完成气密性检测的合格的高压传感器与电线组装;
29、所述线束组装设备包括依次设置的送线切线剥皮机构,打端子穿防水塞机构,插线组装机构,贴标扫码机构以及将完成线束组装的高压传感器下料的下料机构;
30、所述线束组装设备还包括在各个机构之间输送电线及高压传感器的输送结构。
31、优选方案是,所述打端子穿防水塞机构包括为电线两端打端子的两个端子工位和位于两个端子工位之间的为电线穿设防水塞的防水塞工位;
32、所述插线组装机构包括依次设置的吸吹清洁工位,插线组装工位和拉力测试工位;
33、所述贴标扫码机构包括色点标记工位和贴标签扫码工位。
34、优选方案是,所述生产线还包括位于生产线头端的上料盘机构;所述上料盘机构用以将空料盘运送至输送装置上。
35、本实用新型的有益效果为:
36、本实用新型通过依次设置的胶壳组装检测设备,插针组装检测设备,传感器组装设备,贴标设备,通电检测设备,气密性检测设备以及用以在各个设备间传送料盘的输送装置的配合,实现对高压传感器的自动组装及检测,劳动强度低,生产稳定,检测结果准确,产品良率高,产品质量得到保障;解决了高压传感器生产过程中手动操作复杂、安全性低、稳定性差、效率低、产品换型复杂易出错、噪音大的问题,整条生产线只需要人工进行上下料工作,其他的组装测试操作全部由生产线自动完成,大大节省了人力成本。
技术特征:
1.一种全自动高压传感器生产线,其特征在于,包括:
2.根据权利要求1所述的全自动高压传感器生产线,其特征在于,所述胶壳组装检测设备包括胶壳装载工位以及第一高度检测工位;
3.根据权利要求1所述的全自动高压传感器生产线,其特征在于,所述插针组装检测设备包括插针组装工位和第二高度检测工位;
4.根据权利要求1所述的全自动高压传感器生产线,其特征在于,所述传感器组装设备包括依次设置的第一组装工位,第二组装工位和第三组装工位;
5.根据权利要求1所述的全自动高压传感器生产线,其特征在于,所述贴标设备包括依次设置的ccd检测工位,钢盖紧固工位和贴标签工位;
6.根据权利要求1所述的全自动高压传感器生产线,其特征在于,所述通电检测设备包括用以对高压传感器进行通电、气压测试的第一测试工位,用以缓存高压传感器的第一缓存工位和用以放置在第一测试工位检测不合格的高压传感器的第一ng工位;
7.根据权利要求4所述的全自动高压传感器生产线,其特征在于,所述传感器组装设备包括用以向第二组装工位提供传感器的传感器标定装置;所述传感器标定装置包括用以对传感器进行标定和验证的标定工位。
8.根据权利要求1所述的全自动高压传感器生产线,其特征在于,所述生产线还包括位于气密性检测设备下游的线束组装设备;所述线束组装设备用以将完成气密性检测的合格的高压传感器与电线组装;
9.根据权利要求8所述的全自动高压传感器生产线,其特征在于,所述打端子穿防水塞机构包括为电线两端打端子的两个端子工位和位于两个端子工位之间的为电线穿设防水塞的防水塞工位;
10.根据权利要求1所述的全自动高压传感器生产线,其特征在于,所述生产线还包括位于生产线头端的上料盘机构;所述上料盘机构用以将空料盘运送至输送装置上。
技术总结
本技术提供一种全自动高压传感器生产线,包括依次设置的胶壳组装检测设备,插针组装检测设备,传感器组装设备,贴标设备,通电检测设备,气密性检测设备以及用以在各个设备间传送料盘的输送装置;胶壳组装检测设备用以将胶壳装载到料盘上并进行高度检测;插针组装检测设备用以将插针与料盘上的胶壳组装并进行高度检测;传感器组装设备用以将O型圈、钢盖和传感器与经过插针组装检测设备后的胶壳组装形成高压传感器;贴标设备用以对高压接触器进行贴标签;通电检测设备用以对高压传感器进行通电、气压测试;气密性检测设备用以对高压传感器进行通气、压力值测试。该生产线能够实现自动组装并测试产品,提高工作效率且节省人力成本。
技术研发人员:陈庆贺,田宁
受保护的技术使用者:苏州华兴源创科技股份有限公司
技术研发日:20230830
技术公布日:2024/2/8
- 还没有人留言评论。精彩留言会获得点赞!