一种V型快装磁力夹具的制作方法
本技术涉及注塑模零件夹具,具体涉及一种v型快装磁力夹具。
背景技术:
1、注塑模具因其可一次成形多个结构复杂、尺寸精密的塑件,而被广泛应用于塑料制品生产中。但设计制造注塑模具的过程复杂,影响因素也很多,浇注系统是注塑模具结构设计中的一个重要组成部分,也是塑料熔体进入模具的唯一通道,它的几何形状及尺寸的合理性,直接影响到熔体在模具通道中的流动性及最终效果,以及影响产品质量。
2、对浇注系统的潜浇口位置进行加工时,需要先对被加工工件进行定位。如图1所示,现有技术中,通常使用正弦磁台对零件进行角度定位。正弦磁台是根据正弦公式调节角度并将工件吸附在其上的装置,在三维空间内摆正工件的位置,正弦磁台在水平和垂直两个方向上可倾斜一定的角度。但是,实际操作中由于正弦磁台的重量太重而不易搬运,往往需要多人合力对其进行搬运,搬运过程中易导致操作人员受伤;并且由于正弦磁台需要使用的频率较高,每次使用都需要对工件的整体和平面倾斜角度进行校准,不仅浪费了人力,也导致了加工效率降低。
技术实现思路
1、本实用新型的目的在于提供一种v型快装磁力夹具,以解决现有加工平台不易搬运,每次使用过程中需要花费大量时间调整工件角度的问题。
2、本实用新型解决上述技术问题的技术方案如下:
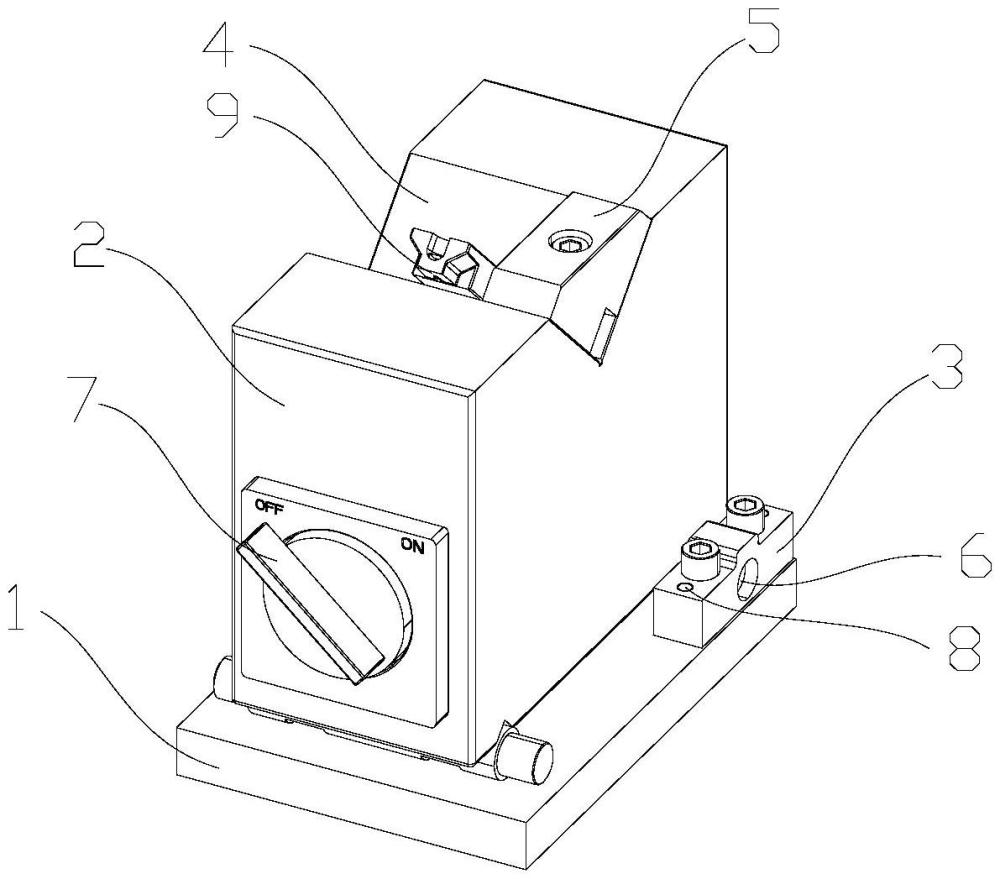
3、一种v型快装磁力夹具,其包括基座板、转动连接在基座板上的v型磁座、分别设置在v型磁座两侧且连接在基座板上的若干磁座定位件,v型磁座的顶部设有v型放置槽,v型放置槽内的一侧可拆卸连接有浇口定位件,v型磁座的底部通过正弦轴连接在基座板上。
4、采用上述技术方案的有益效果为:本实用新型通过在基座板上设置的磁座定位件可以在v型磁座快装在基座板时快速定位,无需移动基座板,只需要安装v型磁座,因此可有效解决加工平台不易搬运的问题;v型磁座顶部设计的v型槽和浇口定位件可在放置浇口零件时使零件直接呈45°倾斜状态,以及在v型磁座底部设置的正弦轴方便v型磁座的角度调整,便于快速进行浇口加工。
5、进一步地,v型磁座的侧面设置有磁座开关,所述v型磁座的内部设有磁力源,所述磁座开关与磁力源通信连接。
6、采用上述技术方案的有益效果为:打开磁座开关,v型放置槽内产生磁力,这时放置在v型放置槽内的浇口零件被磁力吸引紧紧固定在v型放置槽内,便于进行角度调整和浇口操作。
7、进一步地,磁座定位件为中空结构,磁座定位件分别套设在v型磁座后端的正弦轴的左右两侧。
8、采用上述技术方案的有益效果为:设置在v型磁座底部后端的正弦轴插入到磁座定位件内便于调整v型磁座的角度,进而调整放置在v型放置槽内的浇口零件的角度。
9、进一步地,磁座定位件的两端分别开有定位销孔,所述磁座定位件通过插入定位销孔内的定位销定位在所述基座板上。
10、采用上述技术方案的有益效果为:在磁座定位件的两端开设定位销孔,并使用定位销可以将磁座定位件快速定位在基座板上。
11、进一步地,磁座定位件的两端分别设置有螺钉,磁座定位件一端的螺钉用于固定磁座定位件和正弦轴,磁座定位件另一端的螺钉用于紧固正弦轴。
12、采用上述技术方案的有益效果为:可将磁座定位件牢牢固定在基座板上。
13、进一步地,v型磁座的底部设置两组正弦轴,两组所述正弦轴分别连接在所述v型磁座底部的前后两端,设置在所述v型磁座底部前端的正弦轴用于支撑,设置在所述v型磁座底部后端的正弦轴用于使所述v型磁座旋转。
14、采用上述技术方案的有益效果为:v型磁座前端的正弦轴可以支撑其保持水平,v型磁座后端的正弦轴可快速调整v型磁座的角度。
15、本实用新型具有以下有益效果:
16、本实用新型通过在基座板上设置的磁座定位件可以在v型磁座快装在基座板时快速定位,无需移动基座板,只需要安装v型磁座,因此可有效解决加工平台不易搬运的问题;v型磁座顶部设计的v型槽和浇口定位件可在放置浇口零件时使零件直接呈45°倾斜状态,以及在v型磁座底部设置的正弦轴方便v型磁座的角度调整,便于快速进行浇口加工。无需花费大量时间进行调整工件角度。
技术特征:
1.一种v型快装磁力夹具,其特征在于,包括:基座板(1)、转动连接在所述基座板(1)上的v型磁座(2)、分别设置在所述v型磁座(2)两侧且连接在所述基座板(1)上的若干磁座定位件(3),所述v型磁座(2)的顶部设有v型放置槽(4),所述v型放置槽(4)内的一侧可拆卸连接有浇口定位件(5),所述v型磁座(2)的底部通过正弦轴(6)连接在所述基座板(1)上。
2.根据权利要求1所述的v型快装磁力夹具,其特征在于,所述v型磁座的侧面设置有磁座开关(7),所述v型磁座的内部设有磁力源,所述磁座开关(7)与磁力源通信连接。
3.根据权利要求1所述的v型快装磁力夹具,其特征在于,所述磁座定位件(3)为中空结构,所述磁座定位件(3)分别套设在所述v型磁座(2)后端的正弦轴(6)的左右两侧。
4.根据权利要求3所述的v型快装磁力夹具,其特征在于,所述磁座定位件(3)的两端分别开有定位销孔(8),所述磁座定位件(3)通过插入定位销孔(8)内的定位销定位在所述基座板(1)上。
5.根据权利要求4所述的v型快装磁力夹具,其特征在于,所述磁座定位件(3)的两端分别设置有螺钉,所述磁座定位件(3)一端的螺钉用于固定所述磁座定位件(3)和所述正弦轴(6),所述磁座定位件(3)另一端的螺钉用于紧固所述正弦轴(6)。
6.根据权利要求1所述的v型快装磁力夹具,其特征在于,所述v型磁座(2)的底部设置两组正弦轴(6),两组所述正弦轴(6)分别连接在所述v型磁座(2)底部的前后两端,设置在所述v型磁座(2)底部前端的正弦轴(6)用于支撑所述v型磁座(2),设置在所述v型磁座(2)底部后端的正弦轴(6)用于使所述v型磁座(2)旋转。
技术总结
本技术公开了一种V型快装磁力夹具,涉及注塑模零件夹具技术领域。本技术主要为了解决现有加工平台不易搬运,每次使用过程中需要花费大量时间调整工件角度的问题,提出以下技术方案:其包括基座板、转动连接在基座板上的V型磁座、分别设置在V型磁座两侧且连接在基座板上的若干磁座定位件,V型磁座的顶部设有V型放置槽,V型放置槽内的一侧连接有浇口定位件,V型磁座的底部通过正弦轴连接在基座板上,V型磁座的侧面设置有磁座开关,V型磁座的内部设有磁力源,磁座开关与磁力源通信连接。产生有益效果V型磁座快装在基座板时可快速定位,便于搬运;浇口零件放置在V型槽时零件直接呈45°倾斜,设置的正弦轴方便V型磁座调整角度。
技术研发人员:杨苗,邓兴国
受保护的技术使用者:四川思爱科电子科技有限公司
技术研发日:20230830
技术公布日:2024/4/7
- 还没有人留言评论。精彩留言会获得点赞!