音响外壳注塑模具的制作方法
本技术涉及注塑模具,尤其涉及音响外壳注塑模具。
背景技术:
1、注塑模具是能够把熔融塑胶塑造为带有一定形状的塑胶件的工具,具体地,在模芯上开设成型腔体,然后利用注塑机把塑胶注入腔体内,待塑胶冷却后,即可成型出一定形状的塑胶件,在生产音响外壳时,常使用注塑模具进行生产。
2、现有的音响注塑模具为了提高冷却效率,通常采用将注塑后的模具放入水槽中,通过水冷降低模具的温度,从而使得塑胶冷却成型的效率提高;
3、如找中国专利公开号cn216732716u公开了“一种音响注塑外壳生产用注塑模具”,其通过设置的升降机构,当模具本体内部注塑完成后,可以带动模具本体自动下降至水槽内,加快模具本体的冷却成型速度,从而提高了生产效率,但在实际生产中,多次对模具本体进行冷却后,水槽内的水温逐渐升高,从而导致模具本体以及塑胶的冷却速度降低,影响生产效率。
技术实现思路
1、本实用新型的目的是为了解决现有技术中存在上述缺点,而提出的音响外壳注塑模具。
2、为了实现上述目的,本实用新型采用了如下技术方案:
3、设计音响外壳注塑模具,包括注塑模具本体、控制注塑模具本体位置的升降机构、与注塑模具本体连接的漏板以及与注塑模具本体相配合的水槽,所述水槽内滑动设置有与所述漏板相配合的承接框,所述水槽的一侧设有进水管以及排水管,所述水槽的内壁开设有调节槽,所述调节槽内设有与所述进水管以及排水管相配合的开关机构;
4、所述承接框上设有支撑组件,以当承接框被漏板下压时支撑组件蓄力,当承接框不被漏板压迫时支撑组件将承接框向上移动复位。
5、进一步的,所述开关机构包括两个滑动设置于所述调节槽内的调节柱,两个所述调节柱分别与进水管以及排水管相配合。
6、所述调节柱的相对端均设置有齿条,所述调节槽内设有与两个所述齿条啮合连接的齿轮。
7、进一步的,所述进水管的高度低于所述排水管的高度,所述承接框与排水管相对应的调节柱固定连接,所述调节槽内设有与另一个调节柱相配合的限位板。
8、进一步的,所述进水管与水槽的连接处设有滑槽,所述滑槽内滑动设置有挡板,所述挡板的一侧通过连接杆连接有与进水管相配合的限位框,以当挡板与滑槽错位脱离,所述限位框与所述水槽的外壁抵接。
9、进一步的,与所述进水管相对应的调节柱上开设有与所述挡板相配合的斜面。
10、进一步的,所述支撑组件为增加浮力的漂浮装置,所述漂浮装置与所述承接框固定连接,或所述支撑组件为设置于所述承接框下端的弹簧,所述弹簧与所述水槽的底部抵接。
11、本实用新型提出的音响外壳注塑模具,有益效果在于:
12、在本实用新型中,通过在水槽上设置进水管以及排水管,为水槽提供温度较低的水流并将温度较高的水流排出,以防止随着使用次数的增加水槽内的水温逐渐升高,从而保证音响外壳的生产效率;
13、其次,在本实用新型中,通过设置开关机控制进水和排水的时间,以当注塑模具本体以及漏板下移至水槽内,压迫承接框下移,开关机构控制进水管和排水管开启,以降低水槽的温度,当注塑模具本体以及漏板上移取出后,停止水流供应和排放,避免浪费。
技术特征:
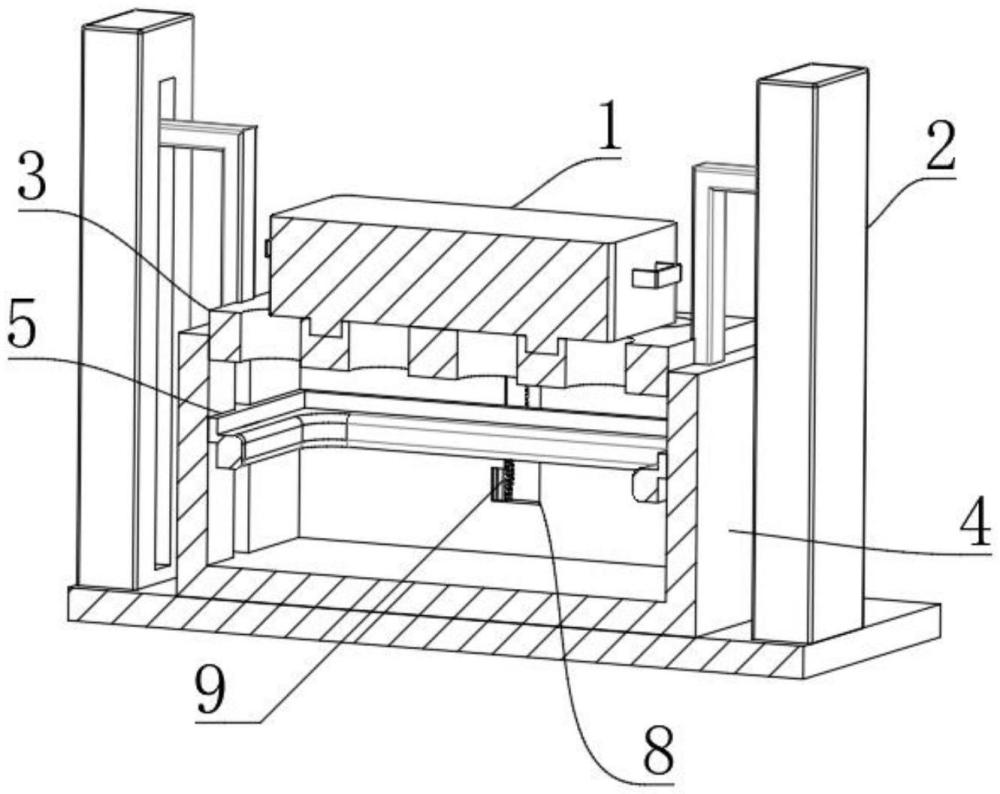
1.音响外壳注塑模具,包括注塑模具本体(1)、控制注塑模具本体(1)位置的升降机构(2)、与注塑模具本体(1)连接的漏板(3)以及与注塑模具本体(1)相配合的水槽(4),其特征在于,所述水槽(4)内滑动设置有与所述漏板(3)相配合的承接框(5),所述水槽(4)的一侧设有进水管(6)以及排水管(7),所述水槽(4)的内壁开设有调节槽(8),所述调节槽(8)内设有与所述进水管(6)以及排水管(7)相配合的开关机构(9);
2.根据权利要求1所述的音响外壳注塑模具,其特征在于:所述开关机构(9)包括两个滑动设置于所述调节槽(8)内的调节柱(91),两个所述调节柱(91)分别与进水管(6)以及排水管(7)相配合。
3.根据权利要求2所述的音响外壳注塑模具,其特征在于:所述调节柱(91)的相对端均设置有齿条(92),所述调节槽(8)内设有与两个所述齿条(92)啮合连接的齿轮(93)。
4.根据权利要求3所述的音响外壳注塑模具,其特征在于:所述进水管(6)的高度低于所述排水管(7)的高度,所述承接框(5)与排水管(7)相对应的调节柱(91)固定连接,所述调节槽(8)内设有与另一个调节柱(91)相配合的限位板(94)。
5.根据权利要求4所述的音响外壳注塑模具,其特征在于:所述进水管(6)与水槽(4)的连接处设有滑槽,所述滑槽内滑动设置有挡板(61),所述挡板(61)的一侧通过连接杆(62)连接有与进水管(6)相配合的限位框(63),以当挡板(61)与滑槽错位脱离,所述限位框(63)与所述水槽(4)的外壁抵接。
6.根据权利要求5所述的音响外壳注塑模具,其特征在于:与所述进水管(6)相对应的调节柱(91)上开设有与所述挡板(61)相配合的斜面。
7.根据权利要求1所述的音响外壳注塑模具,其特征在于:所述支撑组件为增加浮力的漂浮装置(51),所述漂浮装置(51)与所述承接框(5)固定连接,或所述支撑组件为设置于所述承接框(5)下端的弹簧,所述弹簧与所述水槽(4)的底部抵接。
技术总结
本技术涉及注塑模具技术领域,尤其是音响外壳注塑模具,包括注塑模具本体、控制注塑模具本体位置的升降机构、与注塑模具本体连接的漏板以及与注塑模具本体相配合的水槽,所述水槽内滑动设置有与所述漏板相配合的承接框,所述水槽的一侧设有进水管以及排水管,所述水槽的内壁开设有调节槽,所述调节槽内设有与所述进水管以及排水管相配合的开关机构;通过在水槽上设置进水管以及排水管,为水槽提供温度较低的水流并将温度较高的水流排出,以防止随着使用次数的增加水槽内的水温逐渐升高,从而保证音响外壳的生产效率;通过设置开关机控制进水和排水的时间,当注塑模具本体以及漏板上移取出后,停止水流供应和排放,避免浪费。
技术研发人员:张德华
受保护的技术使用者:天健精密模具注塑(惠州)有限公司
技术研发日:20230905
技术公布日:2024/3/31
- 还没有人留言评论。精彩留言会获得点赞!