一种具有储胶槽的浇口司及注塑系统的制作方法
本技术涉及注塑领域,具体而言,涉及一种具有储胶槽的浇口司及注塑系统。
背景技术:
1、现有热流道系统的浇口司顶面为平面,注塑产品的时候,由于在浇口司顶面处位置温度比塑料温度高(产品完成冷却后),导致每次注塑完成后都会在产品和热流道浇口司顶部的接触面上遗留一层的薄薄的塑料,经过多次注塑的累加,积累的塑料越来越多,导致模仁无法合模,因此需暂停注塑,把注塑遗留的塑料清理干净后才可以继续注塑,清理塑料的过程浪费了产品注塑时间及每次注塑的塑料残留的材料损失,同时也给注塑造成不便。
2、因此,现有技术还存在不足,有待改进。
技术实现思路
1、为解决上述问题,本实用新型的目的在于提供一种具有储胶槽的浇口司及注塑系统,以解决现有热流道系统的浇口司累积塑料的问题。
2、本实用新型的目的是通过以下技术方案实现的:
3、本实用新型提供的一种具有储胶槽的浇口司,包括:
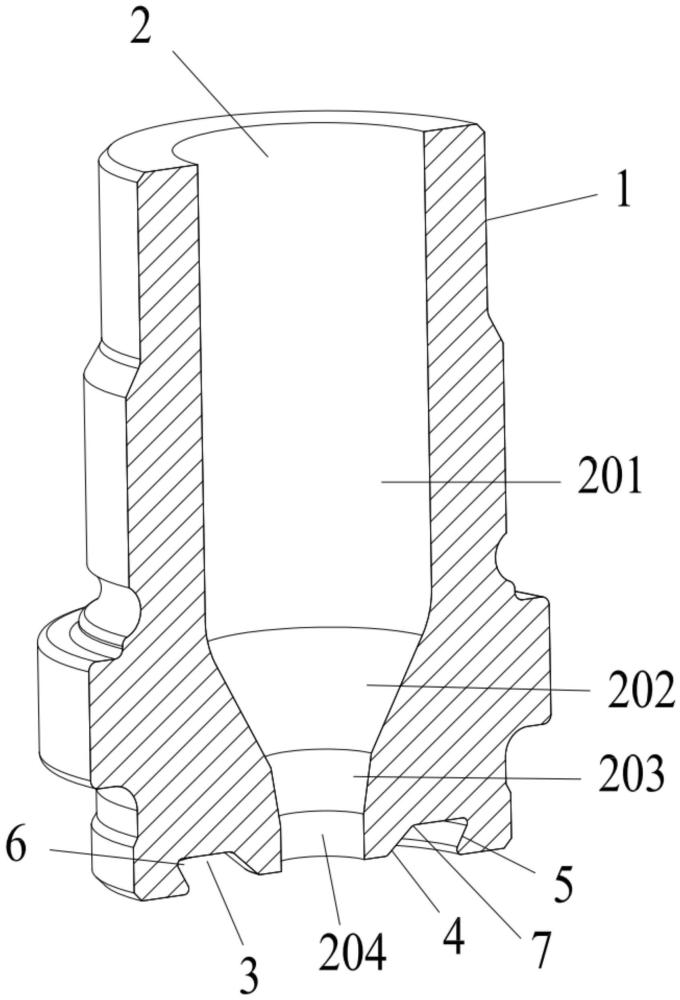
4、浇口司本体,设置有贯通的有注塑流道,注塑流道的一端用于外接热流道系统,另一端设置为用于注塑的浇口;
5、浇口司本体设置有浇口的一端的端面设置有环形凹槽的储胶槽。
6、在一实施方式中,储胶槽的内外两侧对应为内侧边及外侧边,外侧边为倾斜设置。
7、在一实施方式中,外侧边的底部一侧朝向远离注塑流道的一侧倾斜,使外侧边与储胶槽的底面形成v形槽。
8、在一实施方式中,内侧边与储胶槽的底面呈角度设置。
9、在一实施方式中,内侧边与储胶槽的底面为钝角设置。
10、在一实施方式中,注塑流道包括依次连接的圆柱形的第一孔道、锥形的第二孔道、锥形的第三孔道及圆柱形的第四孔道。
11、一种浇口司的储胶槽加工方法,浇口司包括内设有贯通的注塑流道的浇口司本体,浇口司本体的一端设置有浇口司;通过第一刀具在浇口司本体设置有浇口的一侧的端面上沿环形走刀,在浇口司的端面上加工出环形的储胶槽的步骤之后,还包括:
12、加工方法包括以下步骤:
13、通过第一刀具在浇口司本体设置有浇口司一侧的端面上沿环形走刀若干次,直至在浇口司一侧的端面上加工出环形凹槽的储胶槽。
14、在一实施方式中,储胶槽的内外两侧对应为内侧边及外侧边;
15、通过第二刀具在储胶槽的外侧边一侧加工出v形槽,使得外侧边与储胶槽的底面呈角度设置;其中,第二刀具的一侧设置有用于加工v形槽的v形角结构。
16、在一实施方式中,在使用第二刀具在储胶槽内远离注塑流道一侧加工出v形槽的步骤之前还包括:
17、使用第一刀具对储胶槽的内侧边一侧走刀,使得内侧边与储胶槽的底面之间呈钝角设置。
18、一种热流道注塑系统,包括:热流道系统及上述任一的具有储胶槽的浇口司,热流道系统设置有流道孔,浇口司远离浇口司的一侧与流道孔对接。
19、本实用新型的有益效果在于:在浇口司本体的浇口司一侧的端面上设置储胶槽,该储胶槽为环形的凹槽;当注塑时,聚集的熔融塑胶会填充到储胶槽内,不会在浇口司的端面上聚集多层的残留塑胶,避免了频繁的对浇口司端面处的清理工作,也可保持连续注塑且无粘料现象,节约了加工时间和原材料。
技术特征:
1.一种具有储胶槽的浇口司,其特征在于,包括:
2.根据权利要求1所述的具有储胶槽的浇口司,其特征在于,所述储胶槽的内外两侧对应为内侧边及外侧边,所述外侧边为倾斜设置。
3.根据权利要求2所述的具有储胶槽的浇口司,其特征在于,所述外侧边的底部一侧朝向远离所述注塑流道的一侧倾斜,使所述外侧边与所述储胶槽的底面形成v形槽。
4.根据权利要求2或3所述的具有储胶槽的浇口司,其特征在于,所述内侧边与所述储胶槽的底面呈角度设置。
5.根据权利要求4所述的具有储胶槽的浇口司,其特征在于,所述内侧边与所述储胶槽的底面为钝角设置。
6.根据权利要求5所述的具有储胶槽的浇口司,其特征在于,所述注塑流道包括依次连接的圆柱形的第一孔道、锥形的第二孔道、锥形的第三孔道及圆柱形的第四孔道。
7.根据权利要求5所述的具有储胶槽的浇口司,其特征在于,所述外侧边与所述储胶槽的底面之间的夹角处设置有弧形结构,所述内侧边与所述储胶槽的底面之间夹角处设置有弧形结构。
8.一种热流道注塑系统,其特征在于,包括:热流道系统及权利要求1至7任一所述的具有储胶槽的浇口司,所述热流道系统设置有流道孔,所述浇口司远离所述浇口的一侧与所述流道孔对接。
技术总结
本技术涉及注塑领域,具体涉及一种具有储胶槽的浇口司及注塑系统,包括:浇口司本体,在浇口司本体的浇口司一侧的端面上设置储胶槽,该储胶槽为环形的凹槽;当注塑时,聚焦的熔融塑胶会填充到储胶槽内,不会在浇口司的端面上聚集多层的残留塑胶,避免了频繁的对浇口司端面处的清理工作,也可保持连续注塑且无粘料现象,节约了加工时间和原材料。
技术研发人员:韩昇烨,陈雨俭,陈伟光,康仁植
受保护的技术使用者:广东柳道热流道系统有限公司
技术研发日:20230911
技术公布日:2024/4/24
- 还没有人留言评论。精彩留言会获得点赞!