一种尼龙管内衬芯位移约束机构的制作方法
本发明涉及尼龙管加工,更具体地说,本发明涉及一种尼龙管内衬芯位移约束机构。
背景技术:
1、目前,尼龙管cnc自动弯管成型已经是一种成熟的成型工艺,加热弯曲是传统塑性加工方法,尤其对于热塑性尼龙管而言,利用加热使管坯软化,增强塑性变形能力。一般情况下,弯曲过程通常使加热、弯曲和冷却结合起来。
2、常用的方法有:整体加热填充弯曲、整体加热浸水弯曲、局部中频感应加热弯曲、激光弯曲等方法,目前常规方法,一般是将尼龙管通过张紧机构和送料机构送入加热腔加热,经过一定长度的加热腔后确保尼龙管加热到成型温度,再使用机头的cnc弯管机构对尼龙管进行弯曲操作,然后使用风冷机构对尼龙管弯曲部位弯曲定型,完成上述操作后切断尼龙管,进行循环作业。
3、经检索,对比文件1,公开号为cn115320078b,一种车辆用尼龙管成型设备,包括工作台,工作台的表面安装有待成型的尼龙管,工作台的表面装配有折弯组件,尼龙管的外周套设有加热组件以及降温组件,尼龙管的内壁活动安装有支撑组件,支撑组件包括支撑弹簧,支撑弹簧的表面与尼龙管的内壁相抵,尼龙管的两端皆装配有用于移动支撑弹簧的主动定位组件和用于移动加热组件的从动定位组件,通过主动定位组件与从动定位组件以及指示块的配合使用,使得支撑弹簧能够精确的到达尼龙管的待折弯部位对其进行支撑,并通过转动手轮,让滚轮能够精确移动到尼龙管的待折弯部位,从而实现对尼龙管的精确折弯目的,避免尼龙管出现弯曲部位错误。
4、对比文件2,公开号为cn218139843u,一种尼龙管弯折工装,其包括具有弯曲侧的主体,所述弯曲侧开设有弯曲引导槽,其具有沿弯折路径设置的槽始端、槽中部和槽末端;所述槽始端的内径均大于所述槽中部和槽末端的内径。本实用新型提供的一种尼龙管弯折工装,其包括具有弯曲侧的主体,所述弯曲侧开设有弯曲引导槽,其具有沿弯折路径设置的槽始端、槽中部和槽末端;所述槽始端的内径均大于所述槽中部和槽末端的内径。如此设计,通过沿折弯路径收窄槽宽,当尼龙管的直径等于或大于12mm时,弯曲部不存在瘪管问题,有效保证产品良率。
5、此外,由于现有的加工工艺限制,目前市面上已有的尼龙管cnc自动弯管机均不能自动完成内部穿衬簧的操作,这导致在弯较粗规格(外径12mm以上)的管子时,由于尼龙管内部缺乏支撑,弯区仍然会出现内凹打折的缺陷,这严重限制了自动弯管机的应用范围,只能自动成型较细规格(外径12mm以下)的管子,若要成型粗管需手动穿衬黄,手动拔衬黄,则不具备量产性。
6、因此我们提出了一种尼龙管内衬芯位移约束机构来解决上述问题。
技术实现思路
1、为了克服现有技术的上述缺陷,本发明的实施例提供一种尼龙管内衬芯位移约束机构,以解决上述背景技术中提出的问题。
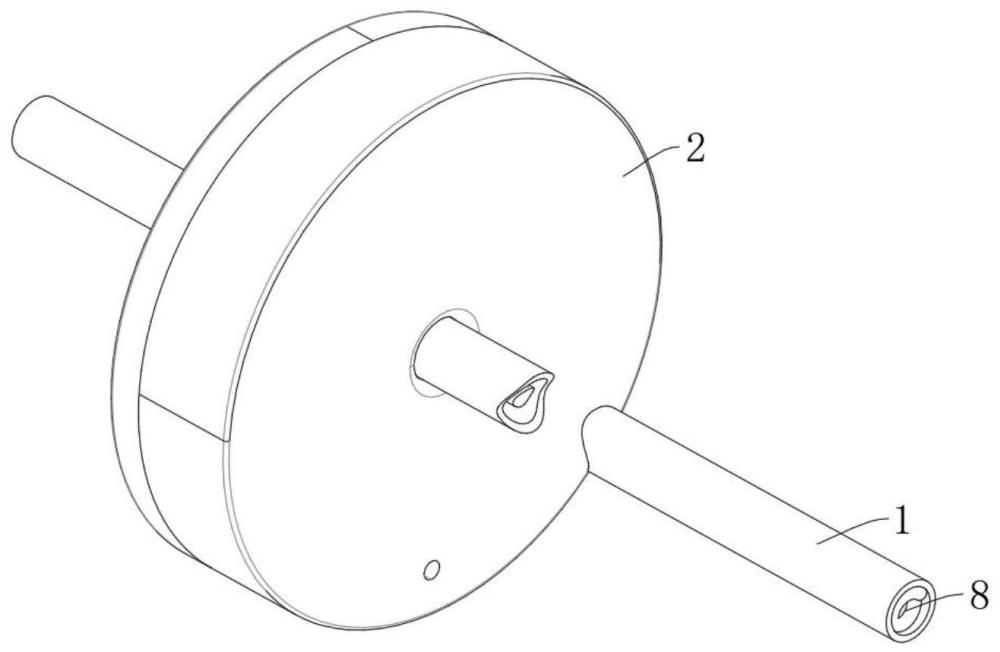
2、为实现上述目的,本发明提供如下技术方案:一种尼龙管内衬芯位移约束机构,包括尼龙管,所述尼龙管上套接有导磁罩,且尼龙管的一端穿过导磁罩并延伸至cnc自动弯管机中;所述导磁罩上连接有与之相匹配的导磁罩盖板,所述导磁罩和导磁罩盖板的连接处设有同一个线圈骨架;所述线圈骨架上套接有电感线圈,且电感线圈处于导磁罩内部;所述尼龙管中设有与电感线圈相匹配的磁感芯棒,且磁感芯棒的一端焊接有连杆,所述连杆的一端焊接有衬簧;所述衬簧处于尼龙管的内部。
3、本发明中,内部磁感芯棒和连杆焊接在一起,套在尼龙管内部,电感线圈产生的磁场对内部的磁感芯棒产生强约束力,当电感线圈静止时,尼龙管滑动,电感线圈对内部芯棒产生制动力,约束其位置不变;当电感线圈移动时,内部芯棒及连杆随之产生位移,这样就可以使衬簧随之移动,以达到生产完成后切断的需求,本设计采用电磁力约束内部衬簧设计,无需人员穿入和拔取衬簧,实现了自动化成型粗管,进一步提高了自动弯管机的加工能力。
4、在一个优选地实施方式中,所述导磁罩的一侧设有直线运动机构,且直线运动机构能够带动导磁罩前后运动。
5、在一个优选地实施方式中,所述导磁罩盖板通过多根螺丝安装在导磁罩上,且导磁罩盖板用于对电感线圈的限位。
6、本发明的技术效果和优点:
7、本发明中,内部磁感芯棒和连杆焊接在一起,套在尼龙管内部,电感线圈产生的磁场对内部的磁感芯棒产生强约束力,当电感线圈静止时,尼龙管滑动,电感线圈对内部芯棒产生制动力,约束其位置不变;当电感线圈移动时,内部芯棒及连杆随之产生位移,这样就可以使衬簧随之移动,以达到生产完成后切断的需求,本设计采用电磁力约束内部衬簧设计,无需人员穿入和拔取衬簧,实现了自动化成型粗管,进一步提高了自动弯管机的加工能力。
技术特征:
1.一种尼龙管内衬芯位移约束机构,包括尼龙管(1),其特征在于;所述尼龙管(1)上套接有导磁罩(2),且尼龙管(1)的一端穿过导磁罩(2)并延伸至cnc自动弯管机中;
2.根据权利要求1所述的一种尼龙管内衬芯位移约束机构,其特征在于,所述导磁罩(2)的一侧设有直线运动机构,且直线运动机构能够带动导磁罩(2)前后运动。
3.根据权利要求1所述的一种尼龙管内衬芯位移约束机构,其特征在于,所述导磁罩盖板(3)通过多根螺丝安装在导磁罩(2)上,且导磁罩盖板(3)用于对电感线圈(5)的限位。
4.根据权利要求1所述的一种尼龙管内衬芯位移约束机构,其特征在于,当电感线圈(5)和磁感芯棒(6)的仅产能小的相对位移时,机构本身即可以产生强制动力,有效约束内部的磁感芯棒(6)及连杆(7)。
5.根据权利要求4所述的一种尼龙管内衬芯位移约束机构,其特征在于,所述电感线圈(5)用于产生磁场,磁约束内部的芯棒,提供足够的位移制动力。
技术总结
本发明公开了本发明提供如下技术方案:一种尼龙管内衬芯位移约束机构,包括尼龙管,所述尼龙管上套接有导磁罩,且尼龙管的一端穿过导磁罩并延伸至CNC自动弯管机中;所述导磁罩的一侧设有直线运动机构,且直线运动机构能够带动导磁罩前后运动,所述导磁罩上连接有与之相匹配的导磁罩盖板,所述导磁罩和导磁罩盖板的连接处设有同一个线圈骨架;所述线圈骨架上套接有电感线圈,且电感线圈处于导磁罩内部;所述尼龙管中设有与电感线圈相匹配的磁感芯棒,且磁感芯棒的一端焊接有连杆,所述连杆的一端焊接有衬簧。本设计采用电磁力约束内部衬簧设计,无需人员穿入和拔取衬簧,实现了自动化成型粗管,进一步提高了自动弯管机的加工能力。
技术研发人员:马文远,夏雷鸣,肖帅,庞春鹏,黄成国,王玮,杨永飞
受保护的技术使用者:河北亚大汽车塑料制品有限公司
技术研发日:
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!