一种无纺布复合加工的冷敷定型工艺、设备及其产品的制作方法
本发明涉及无纺布加工,具体涉及一种无纺布复合加工的冷敷定型工艺、设备及其产品。
背景技术:
1、滤网布广泛用于各行业化学产品的过滤,比如食品工业中的水过滤、牛奶过滤、饮品过滤、淀粉过滤、酒品过滤,果汁过滤、食品颗粒筛分过滤,化工工业中的涂料过滤、油品过滤等,制药行业中药液过滤、药粉筛分过滤等。已知的滤网布及由滤网布制备的过滤装置包括喷壶过滤网、喷漆杯、塑料调漆杯、ldpe塑料杯滤网、调漆杯过滤网、汽车4s店油漆刻度杯、量杯、油漆罐的盖子滤网。普通冲泡袋过滤网布一般为单层平面结构,使用经纬双向丝编,或者整片布料漏孔的工艺,滤网布常用的材质有尼龙6(pa6)、聚邻苯二甲酰胺(ppa)、锦纶、玉米纤维(pla纤维)等无纺布,目前无纺布传统制备工艺通常为热压成型。
2、已知的热压成型工艺,如在公告号为cn112877972a的中国专利公开的一种无纺布加工成型工艺,包括以下步骤:无纺布经过预热装置进行预热处理,所述预热装置的预热温度为95~105℃,热后的无纺布经热压装置进行热压加工,所述热压装置的加热温度为145~155℃,热压加工后的无纺布经冷却装置进行冷却定型,所述冷却装置的冷却温度比所在加工环境的温度低10~15℃,冷却后的无纺布经分切装置进行分切处理。
3、但是,以上现有技术中至少存在如下技术问题:不同材质无纺布,可以承受的温度是有差别的,承受的温度高低不同,尤其是熔点和定型温度差距都比较大,比如pp无纺布熔点在160℃-170℃、玉米纤维(pla纤维)熔点为175℃、尼龙6(pa6)熔点为大约260℃左右等等,在对不同种类无纺布进行相互热压融合时,由于材料属性各有特征,热压温度难以全面顾及,导致材料受到的加工温度过高或者过低,从而导致材质结构因温度过高被破坏或因温度过低无法完成融合,大大降低了产品的质量。
4、并且传统的热压成型以后,温度不能快速达到常温稳定的状态,材料分子仍然处于活跃中,此时脱模,材料结构不能保持稳定形态,容易变形扭曲收缩,此时对上下模具进行降温处理,可以加快脱模时间,加快工作速度,但是如果是完全冷却处理,又会造成冷却时间太久,同样会造成时间拖延,导致加工效率低下,产品稳定性较差。
技术实现思路
1、针对本发明所要解决的至少一个的技术问题,本发明提供如下技术方案:
2、一方面提供了一种无纺布复合加工的冷敷定型工艺,包括以下步骤:
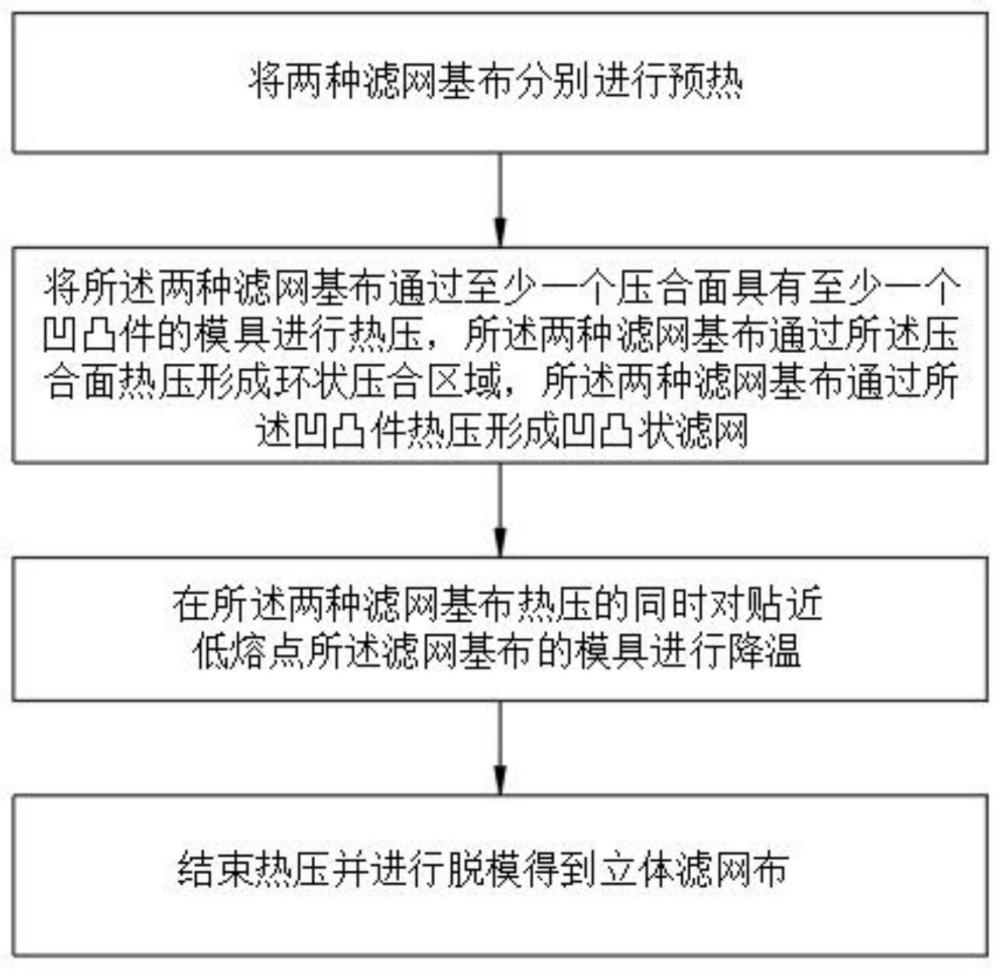
3、将两种滤网基布分别进行预热;
4、将所述两种滤网基布通过至少一个压合面具有至少一个凹凸面的模具进行热压,所述两种滤网基布通过所述压合面热压形成环状压合区域,所述两种滤网基布通过所述凹凸面热压形成凹凸状滤网;
5、在所述两种滤网基布热压的同时对贴近低熔点所述滤网基布的模具进行降温;
6、结束热压后进行脱模得到立体滤网布。
7、另一方面提供了一种无纺布复合加工的冷敷定型设备,包括:
8、预热组件,用于将两种滤网基布分别进行预热;
9、热压组件,用于将所述两种滤网基布通过至少一个压合面具有至少一个凹凸面的模具进行热压,所述两种滤网基布通过所述压合面热压形成环状压合区域,所述两种滤网基布通过所述凹凸面热压形成凹凸状滤网;
10、降温组件,用于在所述两种滤网基布热压的同时对贴近低熔点所述滤网基布的模具进行降温;
11、脱模组件,用于结束热压后进行脱模得到立体滤网布。
12、另一方面还提供了一种立体滤网布,每张所述立体滤网布包括:
13、平面定形压合部,所述平面定形压合部包括两个或两个以上的可分离的环状压合区域;
14、凹凸状定形滤网部,所述凹凸状定形滤网部包括两个或两个以上的容纳被容纳物的凹凸状滤网;
15、每张所述立体滤网布的工艺实施按照前述的方法的步骤。
16、本发明的有益效果在于,通过冷敷工艺的处理,可以很好的兼顾两种不同材质对工作温度的要求,做到具有两种不同温差的材料进行很好的熔接,把两种特性不同的材料有效融合而不破各自的坏材质属性,通过冷敷工艺控制工作环境温度,让不需要硬化的部分一直保持在合理的温度内,可以有效分配加工物体的所需温差,达到根据需求产生不同加工效果的目的,可以提高所加工物体的应用范围和加工能力,进而提高生产加工的效率以及保障产品质量的稳定性,大大提高产品加工质量。
技术特征:
1.一种无纺布复合加工的冷敷定型工艺,其特征在于,包括以下步骤:
2.根据权利要求1所述的一种无纺布复合加工的冷敷定型工艺,其特征在于,所述模具包括两个压合面均具有两个或两个以上的凹凸面,其中一个压合面的凹状面对应其中另一个压合面的凸状面。
3.根据权利要求1所述的一种无纺布复合加工的冷敷定型工艺,其特征在于,所述模具还包括两个压合面均具有两个或两个以上的凹凸面,其中一个压合面的凹状面对应其中另一个压合面的凹状面和/或其中一个压合面的凸状面对应其中另一个压合面的凸状面。
4.根据权利要求1所述的一种无纺布复合加工的冷敷定型工艺,其特征在于,所述预热温度为130℃-180℃,优选的,预热温度为135℃。
5.根据权利要求1所述的一种无纺布复合加工的冷敷定型工艺,其特征在于,所述模具为金属模具,热压加热采用超声波加热器。
6.根据权利要求1所述的一种无纺布复合加工的冷敷定型工艺,其特征在于,所述热压温度为130℃-200℃,优选的,热压温度为135℃。
7.根据权利要求1所述的一种无纺布复合加工的冷敷定型工艺,其特征在于,所述热压时间为0.1s-2400s,优选的,热压时间为1s。
8.根据权利要求1所述的一种无纺布复合加工的冷敷定型工艺,其特征在于,所述对贴近低熔点所述滤网基布的模具进行降温包括:
9.根据权利要求1所述的一种无纺布复合加工的冷敷定型工艺,其特征在于,所述模具在降温时的降温温度为-10℃-80℃,优选的,降温温度为40℃。
10.根据权利要求1所述的一种无纺布复合加工的冷敷定型工艺,其特征在于,所述模具降温时间为0.1s-2400s,优选的,降温时间为1.5s。
11.一种无纺布复合加工的冷敷定型设备,包括:
12.一种立体滤网布,其特征在于,每张所述立体滤网布包括:
技术总结
本发明涉及一种无纺布复合加工的冷敷定型工艺,包括以下步骤:将两种滤网基布分别进行预热;将所述两种滤网基布通过至少一个压合面具有至少一个凹凸面的模具进行热压,所述两种滤网基布通过所述压合面热压形成环状压合区域,所述两种滤网基布通过所述凹凸面热压形成凹凸状滤网;在所述两种滤网基布热压的同时对贴近低熔点所述滤网基布的模具进行降温;通过冷敷工艺的处理,可以很好的兼顾两种不同材质对工作温度的要求,做到具有两种不同温差的材料进行很好的熔接,把两种特性不同的材料有效融合而不破各自的坏材质属性,通过冷敷工艺控制工作环境温度,让不需要硬化的部分一直保持在合理的温度内。
技术研发人员:肖静
受保护的技术使用者:赣州原始物种科技有限公司
技术研发日:
技术公布日:2024/3/21
- 还没有人留言评论。精彩留言会获得点赞!