泡棉背胶粘贴设备和电池生产线的制作方法
本发明涉及电池加工,具体而言,涉及一种泡棉背胶粘贴设备和电池生产线。
背景技术:
1、在电池的加工中,需要将泡棉与电池进行粘贴,通常而言,二者是借助背胶来粘贴的。其中,粘贴步骤主要包括,将泡棉放入治具中,拿去背胶,撕掉背胶一侧面的第一离型纸,然后将背胶粘贴到位于治具中的泡棉上,撕掉背胶另一侧的第二离型纸,拿取电池,将电池边缘对齐,粘贴泡棉到电池上,然后利用薄厚规测量泡棉与电池之间的间隙,合格者放到治具中保压。最后取出并放入托盘中。
2、但是由工人进行以上操作,其操作复杂,而且操作精度高,人手的尺寸相对较大,例如撕掉离型纸、对齐粘贴等较精细的操作会显著地降低操作效率,导致加工时间较长。
技术实现思路
1、本发明的第一个目的在于提供一种泡棉背胶粘贴设备,以解决现有粘贴背胶和泡棉时效率低的技术问题。
2、本发明提供的泡棉背胶粘贴设备,包括背胶料仓、载具输送机构、泡棉料仓和第一机械手、第二机械手;
3、所述背胶料仓用于储存背胶;
4、所述载具输送机构用于输送和承载背胶粘贴载具;
5、所述第一机械手用于将背胶从所述背胶料仓移动至所述载具输送机构上的背胶粘贴载具并从所述背胶上撕去第一离型纸;
6、所述第二机械手用于将泡棉从所述泡棉料仓移动至位于所述背胶粘贴载具的所述背胶上并贴合于所述背胶。
7、本发明泡棉背胶粘贴设备带来的有益效果是:
8、通过设置背胶料仓储存背胶,设置泡棉料仓储存泡棉,并且利用第一机械手将背胶从背胶料仓移动至背胶粘贴载具上并撕去第一离型纸,并且利用第二机械手将泡棉从泡棉料仓移动至位于背胶粘贴载具的背胶上并与背胶粘贴,可以实现背胶上的第一离型纸与背胶本体分离的自动化操作,而且可以自动化地实现将背胶与泡棉的粘贴,减少了背胶与泡棉粘贴过程中的人力介入,不但提高了效率,而且也减少了手工操作对于背胶上的胶质的影响,改善了粘贴质量。
9、可选的技术方案中,所述泡棉背胶粘贴设备还包括第一检测装置,所述第一检测装置用于检测所述背胶粘贴载具上的所述背胶是否被撕去所述第一离型纸。
10、可选的技术方案中,所述泡棉背胶粘贴设备还包括第二检测装置,所述第二检测装置用于检测所述泡棉与所述背胶的粘贴情况。
11、可选的技术方案中,所述泡棉背胶粘贴设备还包括回收装置,所述回收装置具有废膜盒机构和废品回收机构,所述第一机械手还用于将所述第一离型纸移动至所述废膜盒机构,所述第二机械手还用于将泡棉背胶结合体移动至所述废品回收机构。
12、可选的技术方案中,所述废膜盒机构包括回收盒和气吹组件,所述回收盒具有盒开口,所述气吹组件设置于所述盒开口且配置为朝向所述回收盒内部吹气。
13、可选的技术方案中,所述第一机械手和所述第二机械手的设有负压吸盘,所述负压吸盘用于吸附背胶或泡棉。
14、可选的技术方案中,所述背胶料仓包括推进机构和限位机构,所述推进机构用于在第一方向推进沿所述第一方向叠摞储存的背胶;所述限位机构用于在第二方向对所述背胶限位,并用于在所述第一方向的反方向阻拦所述背胶。
15、可选的技术方案中,所述限位机构包括第一限位组件和第二限位组件,所述第一限位组件用于对所述背胶在所述第二方向限位,所述第二限位组件设置于所述第一限位组件的端部并用于在所述第一方向的反方向阻拦所述背胶的边缘。
16、可选的技术方案中,所述背胶粘贴载具包括板体以及设置于所述板体的吸附组件和锁定组件,所述吸附组件用于在背胶处于第一位置时,吸附所述背胶;所述锁定组件用于当所述背胶处于第二位置时,限定所述背胶在所述板体表面的位置并使得所述背胶与所述板体贴合。
17、本发明的第二个目的在于提供一种电池生产线,以解决粘贴背胶和泡棉时效率低的技术问题。
18、本发明提供的电池生产线,包括上述泡棉背胶粘贴设备。
19、通过在电池生产线中设置上述泡棉背胶粘贴设备,相应地,该电池生产线具有上述泡棉背胶粘贴设备的所有优势,在此不再一一赘述。
技术特征:
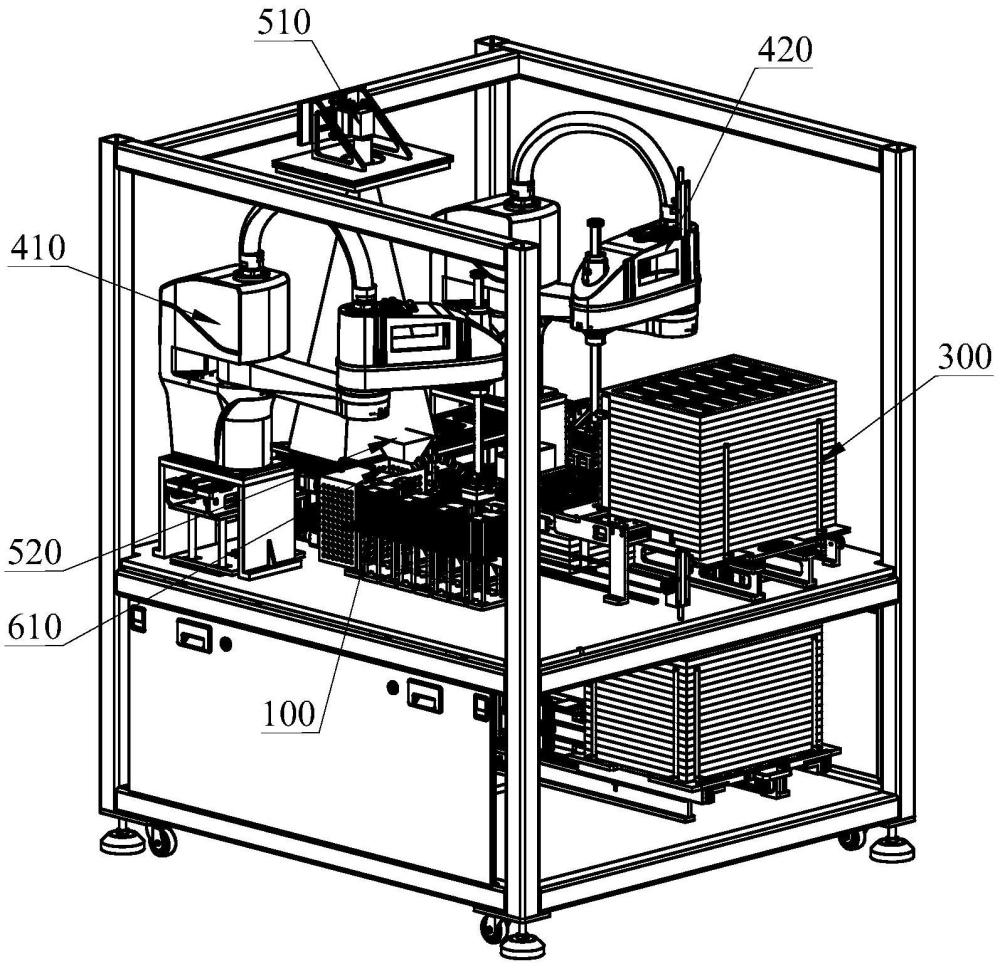
1.一种泡棉背胶粘贴设备,其特征在于,包括背胶料仓(100)、载具输送机构(200)、泡棉料仓(300)和第一机械手(410)、第二机械手(420);
2.根据权利要求1所述的泡棉背胶粘贴设备,其特征在于,所述泡棉背胶粘贴设备还包括第一检测装置(510),所述第一检测装置(510)用于检测所述背胶粘贴载具(700)上的所述背胶是否被撕去所述第一离型纸。
3.根据权利要求2所述的泡棉背胶粘贴设备,其特征在于,所述泡棉背胶粘贴设备还包括第二检测装置(520),所述第二检测装置(520)用于检测所述泡棉与所述背胶的粘贴情况。
4.根据权利要求3所述的泡棉背胶粘贴设备,其特征在于,所述泡棉背胶粘贴设备还包括回收装置,所述回收装置具有废膜盒机构和废品回收机构(630),所述第一机械手(410)还用于将所述第一离型纸移动至所述废膜盒机构,所述第二机械手(420)还用于将泡棉背胶结合体移动至所述废品回收机构(630)。
5.根据权利要求4所述的泡棉背胶粘贴设备,其特征在于,所述废膜盒机构包括回收盒(610)和气吹组件(620),所述回收盒(610)具有盒开口(611),所述气吹组件(620)设置于所述盒开口(611)且配置为朝向所述回收盒(610)内部吹气。
6.根据权利要求1所述的泡棉背胶粘贴设备,其特征在于,所述第一机械手(410)和所述第二机械手(420)的设有负压吸盘,所述负压吸盘用于吸附背胶或泡棉。
7.根据权利要求1所述的泡棉背胶粘贴设备,其特征在于,所述背胶料仓(100)包括推进机构(120)和限位机构(110),所述推进机构(120)用于在第一方向推进沿所述第一方向叠摞储存的背胶;所述限位机构(110)用于在第二方向对所述背胶限位,并用于在所述第一方向的反方向阻拦所述背胶。
8.根据权利要求7所述的泡棉背胶粘贴设备,其特征在于,所述限位机构(110)包括第一限位组件和第二限位组件,所述第一限位组件用于对所述背胶在所述第二方向限位,所述第二限位组件设置于所述第一限位组件的端部并用于在所述第一方向的反方向阻拦所述背胶的边缘。
9.根据权利要求1所述的泡棉背胶粘贴设备,其特征在于,所述背胶粘贴载具(700)包括板体(710)以及设置于所述板体(710)的吸附组件(720)和锁定组件(730),所述吸附组件(720)用于在背胶处于第一位置时,吸附所述背胶;所述锁定组件(730)用于当所述背胶处于第二位置时,限定所述背胶在所述板体(710)表面的位置并使得所述背胶与所述板体(710)贴合。
10.一种电池生产线,其特征在于,所述电池生产线包括权利要求1-9中任一项的泡棉背胶粘贴设备。
技术总结
本发明提供了一种泡棉背胶粘贴设备和电池生产线,涉及电池加工技术领域,以解决粘贴背胶和泡棉时效率低的问题。泡棉背胶粘贴设备包括背胶料仓、载具输送机构、泡棉料仓和第一机械手、第二机械手;背胶料仓用于储存背胶;载具输送机构用于输送和承载背胶粘贴载具;第一机械手用于将背胶从背胶料仓移动至载具输送机构上的背胶粘贴载具并从背胶上撕去第一离型纸;第二机械手用于将泡棉从泡棉料仓移动至位于背胶粘贴载具的背胶上并贴合于背胶。其可以提高粘贴背胶和泡棉的操作效率。
技术研发人员:宋理印
受保护的技术使用者:思灵(深圳)智能机器人科技有限责任公司
技术研发日:
技术公布日:2024/4/7
- 还没有人留言评论。精彩留言会获得点赞!