一种汽车充电枪壳体注塑成型后自动取出设备的制作方法
本发明涉及注塑自动取出,具体提出了一种汽车充电枪壳体注塑成型后自动取出设备。
背景技术:
1、汽车充电枪壳体通常是指充电设备中用于连接电动车辆进行充电的部分,用于保护充电连接器和内部电气部件,汽车充电枪壳体通常由工程塑料注塑制成,以确保其具有良好的耐用性、绝缘性和防护性能。
2、汽车充电枪壳体注塑成型时是将加工好的塑料颗粒装入注塑机的料斗中,经过加热、熔融,再注射到闭模模具中,施加高压使其充满模具腔体进行成形注塑,一定时间之后脱模落料。
3、但是注塑成形之后的汽车充电枪壳体还处于高温状态,未得到完全的冷却定型,直接脱模掉落易造成壳体损坏或者变形;若在壳体冷却定型之后再进行脱模,需要一定的时间对壳体进行冷却定型,从而降低了壳体注塑成形的效率,因此现在亟需一种汽车充电枪壳体注塑成型后自动取出设备,能将注塑成形的壳体自动取下,避免壳体掉落损坏,在取下壳体的同时对壳体进行冷却定型,防止壳体在移动过程中发生碰撞变形,节省壳体冷却的时间,提高壳体加工效率。
技术实现思路
1、鉴于上述问题,本申请实施例提供一种汽车充电枪壳体注塑成型后自动取出设备,以解决相关技术中的技术问题。
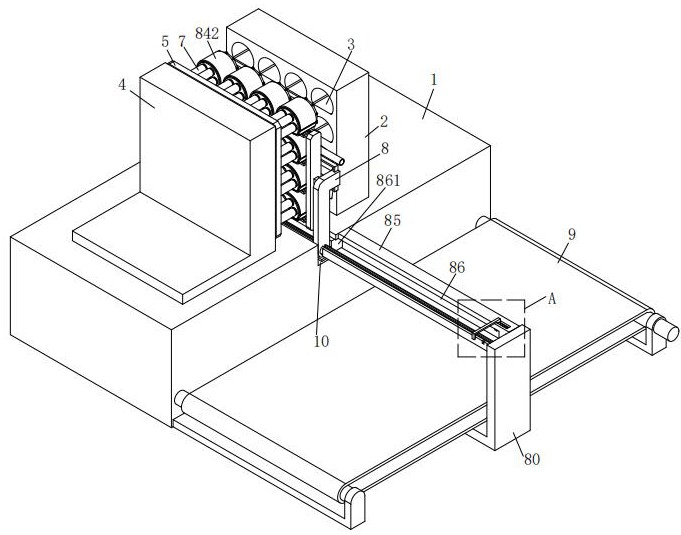
2、为了实现上述目的,本申请实施例提供如下技术方案:一种汽车充电枪壳体注塑成型后自动取出设备,包括:注塑台,注塑台上固定设置有注塑固定模具,注塑固定模具上设置有多个注塑腔,注塑台上还滑动连接有呈l型的脱模板,脱模板上安装有多组凸模组件,壳体的其中一侧为弧状、另一侧为水平状的且中部开设有多个插孔的筒状结构,凸模组件由与壳体上插孔一一对应的成形凸模组成,脱模板上滑动连接有同时滑动套设在若干个成形凸模上的脱模座。
3、注塑台的中部开设有容纳槽,容纳槽内滑动设置有自动取料机构,注塑台沿其宽度方向排布的其中一侧设置有传送带。
4、所述自动取料机构包括连接在注塑台侧壁且呈l型的固定架,固定架的水平段位于传送带的下方,固定架的竖直段与容纳槽之间转动连接有旋转轴,旋转轴通过花键配合的方式滑动连接有呈倒l型的两个支撑架,两个支撑架之间设置有取料卡固组与冷却定型组,固定架的竖直段与注塑台之间安装有补充架,补充架与容纳槽上共同设置有驱动两个支撑架沿旋转轴轴向滑动的滑移驱动组。
5、所述取料卡固组包括固定连接在支撑架竖直段的固定立板,两个固定立板之间连接有从上向下均匀排布的多个连接条,连接条上设置有沿其长度方向均匀排布的多组夹持组件,每组夹持组件由两个对称布置的弧形卡板组成,连接条上还安装有沿其长度方向均匀排布的对弧形卡板滑动进行导向的导向座,连接条上设置有驱动弧形卡板对壳体进行夹持的夹持驱动组件。
6、所述冷却定型组包括通过连接片连接在两个支撑架水平段之间的输送架,输送架为空腔结构,输送架上通过固定块安装有与夹持组件一一对应的半弧腔板,半弧腔板与输送架之间通过输送管相连接,半弧腔板的弧形侧壁通过均匀排布的多个弧形管连接有与其连通的弧形板,弧形板为空腔结构,半弧腔板侧壁靠近下端处安装有与其连通的矩形腔板,弧形板与矩形腔板均位于同组的两个弧形卡板之间,且弧形板与矩形腔板上均开设有吹气孔,半弧腔板设置有内插冷却组件。
7、在一种可能实施的方式中,所述夹持驱动组件包括铰接在同组的两个弧形卡板相对面的两个摆动板,两个摆动板的下端共同铰接有升降板,沿连接条长度方向排布的相邻两个升降板的下端共同安装有凵型架,从上向下依次排布的多个凵型架的水平段共同固定贯穿连接有升降杆,多个升降杆均滑动贯穿相对应的导向座,多个升降杆的底部共同安装有连接板,连接板上端中部与对应的位于最下方的导向座下端之间连接有气缸,气缸的伸缩端与连接板相连接。
8、在一种可能实施的方式中,所述滑移驱动组包括开设在容纳槽远离脱模板一侧内壁的导向槽,导向槽延伸至补充架上,导向槽内滑动连接有导移条,导移条上安装有弧形座,弧形座上开设有沿其长度方向对称布置的限位槽,支撑架的下端呈半弧状,且支撑架的弧形侧壁底部安装有与限位槽滑动连接有限位块。
9、在一种可能实施的方式中,所述弧形卡板上开设有分散槽,同组的两个弧形卡板相对面的两端处均安装有防护垫片,同组的两个弧形卡板相对面均开设有冷却出风孔,弧形卡板靠近半弧腔板的一侧开设有与分散槽连通的插接槽,半弧腔板上安装有与其连通且与插接槽插接配合的弯管。
10、在一种可能实施的方式中,所述固定架的竖直段转动连接有旋转盘,旋转轴固定连接在旋转盘上,旋转盘上安装有挡板,挡板位于旋转轴远离补充架的一侧,挡板靠近旋转盘的端面转动连接有沿其长度方向均匀排布的多个减磨辊,两个支撑架的竖直段下端之间安装有水平板,补充架的顶部开设有与导向槽连通的收纳槽,收纳槽上滑动连接有倒凵型板,倒凵型板的其中一个竖直段与收纳槽滑动连接且插入导向槽内,另一竖直段卡在挡板上以对挡板限位,收纳槽与倒凵型板竖直段之间安装有压簧,挡板靠近固定架一侧开设有脱离槽。
11、在一种可能实施的方式中,所述内插冷却组件包括连接在半弧腔板上且与成形凸模一一对应的插柱,插柱与半弧腔板连通,插柱位于与弧形板与矩形腔板之间,且插柱上也开设有吹气孔。
12、本发明实施例中的上述一个或多个技术方案,至少具有如下有益效果之一:1.本发明所设计的一种汽车充电枪壳体注塑成型后自动取出设备,在壳体的两个成形模具之间设置有自动取料机构,当壳体进行脱模时对壳体进行承接与固定,同时还通过冷却定型组对壳体的内外壁进行全面的冷却定型,不仅实现了注塑成形的壳体自动取下,避免壳体掉落损坏,还在取下壳体的同时对壳体进行冷却定型,防止壳体在移动过程中发生碰撞变形,起到了一机两用的效果,并节省了壳体冷却的时间,提高了壳体加工效率。
13、2.本发明中的弧形卡板将壳体卡固时,弯管与分散槽连通,使得气体通过弯管进入分散槽内,然后通过弧形卡板上的冷却出风孔对壳体进行冷却定型,从而提高壳体的冷却的均匀性,使得壳体的外壁壳体得到全面的冷却定型,防止后续壳体发生变形。
14、3.本发明中滑移驱动组带动支撑架与壳体向传送带正上方移动时,水平板与挡板上的减磨辊滚动接触,从而使得挡板对支撑架进行限位,挡板与导移条配合对支撑架进行双侧限位支撑,避免支撑架移动不平稳产生晃动而对壳体造成损坏的问题。
技术特征:
1.一种汽车充电枪壳体注塑成型后自动取出设备,其特征在于,包括:注塑台(1),注塑台(1)上固定设置有注塑固定模具(2),注塑台(1)还滑动连接有呈l型的脱模板(4),脱模板(4)上安装有多组凸模组件,凸模组件由多个成形凸模(7)组成;
2.根据权利要求1所述一种汽车充电枪壳体注塑成型后自动取出设备,其特征在于:所述夹持驱动组件包括铰接在同组的两个弧形卡板(832)相对面的两个摆动板(87),两个摆动板(87)的下端共同铰接有升降板(870),沿连接条(831)长度方向排布的相邻两个升降板(870)的下端共同安装有凵型架(871),从上向下依次排布的多个凵型架(871)的水平段共同固定贯穿连接有升降杆(872),多个升降杆(872)均滑动贯穿相对应的导向座(833),多个升降杆(872)的底部共同安装有连接板(873),连接板(873)上端中部与对应的位于最下方的导向座(833)下端之间连接有气缸(874),气缸(874)的伸缩端与连接板(873)相连接。
3.根据权利要求1所述一种汽车充电枪壳体注塑成型后自动取出设备,其特征在于:所述滑移驱动组(86)包括开设在容纳槽(10)远离脱模板(4)一侧内壁的导向槽(860),导向槽(860)延伸至补充架(85)上,导向槽(860)内滑动连接有导移条(861),导移条(861)上安装有弧形座(862),弧形座(862)上开设有沿其长度方向对称布置的限位槽(863),支撑架(82)的下端呈半弧状,且支撑架(82)的弧形侧壁底部安装有与限位槽(863)滑动连接有限位块(864)。
4.根据权利要求3所述一种汽车充电枪壳体注塑成型后自动取出设备,其特征在于:所述固定架(80)的竖直段转动连接有旋转盘(850),旋转轴(81)固定连接在旋转盘(850)上,旋转盘(850)上安装有挡板(851),挡板(851)位于旋转轴(81)远离补充架(85)的一侧,挡板(851)靠近旋转盘(850)的端面转动连接有沿其长度方向均匀排布的多个减磨辊(852),两个支撑架(82)的竖直段下端之间安装有水平板(853),补充架(85)的顶部开设有与导向槽(860)连通的收纳槽(854),收纳槽(854)上滑动连接有倒凵型板(855),倒凵型板(855)的其中一个竖直段与收纳槽(854)滑动连接且插入导向槽(860)内,另一竖直段卡在挡板(851)上以对挡板(851)限位,收纳槽(854)与倒凵型板(855)竖直段之间安装有压簧(856),挡板(851)靠近固定架(80)一侧开设有脱离槽(857)。
5.根据权利要求1所述一种汽车充电枪壳体注塑成型后自动取出设备,其特征在于:所述弧形卡板(832)上开设有分散槽(881),同组的两个弧形卡板(832)相对面的两端处均安装有防护垫片(882),同组的两个弧形卡板(832)相对面均开设有冷却出风孔(883),弧形卡板(832)靠近半弧腔板(841)的一侧开设有与分散槽(881)连通的插接槽(884),半弧腔板(841)上安装有与其连通且与插接槽(884)插接配合的弯管(885)。
6.根据权利要求1所述一种汽车充电枪壳体注塑成型后自动取出设备,其特征在于:所述内插冷却组件包括连接在半弧腔板(841)上且与成形凸模(7)一一对应的插柱(890),插柱(890)与半弧腔板(841)连通,插柱(890)位于与弧形板(842)与矩形腔板(843)之间,且插柱(890)上也开设有吹气孔(844)。
技术总结
本发明涉及注塑自动取出技术领域,具体提出了一种汽车充电枪壳体注塑成型后自动取出设备,包括:注塑台、自动取料机构与传送带。本发明所设计的一种汽车充电枪壳体注塑成型后自动取出设备,在壳体的两个成形模具之间设置有自动取料机构,当壳体进行脱模时对壳体进行承接与固定,同时还通过冷却定型组对壳体的内外壁进行全面的冷却定型,不仅实现了注塑成形的壳体自动取下,避免壳体掉落损坏,还在取下壳体的同时对壳体进行冷却定型,防止壳体在移动过程中发生碰撞变形,起到了一机两用的效果,并节省了壳体冷却的时间,提高了壳体加工效率。
技术研发人员:李斌,杨成
受保护的技术使用者:杭州中好电子有限公司
技术研发日:
技术公布日:2024/3/31
- 还没有人留言评论。精彩留言会获得点赞!