一种防火板挤压装置的制作方法
本发明涉及防火板挤压,特别涉及一种防火板挤压装置。
背景技术:
1、防火板,别名耐火板,学名为热固性树脂浸渍纸高压层积板,是表面装饰用耐火建材。防火板是由表层纸、色纸、多层牛皮纸构成,基材是刨花板,有丰富的表面色彩,纹路以及特殊的物理性能。其主要有高强防火纤维水泥压力板、埃特防火板、轻质不燃天花板及隔墙板等种类,具有耐磨、耐划、良好的抗冲击性、柔韧性,广泛用于室内装饰、家具、厨柜、实验室台面、外墙等领域。防火板材是采用硅质材料或钙质材料为主要原料,与一定比例的纤维材料、轻质骨料、黏合剂和化学添加剂混合,然后挤压成型制成防火板。
2、现有的挤压装置大多只具有一组挤压工位,一次性挤压效率较低,进而降低了对防火板的挤压成型效率;
3、挤压成型后的防火板会粘连在凹模上不易脱模,手动脱模较为不便,脱模效率较低;现有的挤压装置其上料效率较低,不利于连续挤压加工的进行。
技术实现思路
1、(一)解决的技术问题:
2、针对现有技术的不足,本发明提供了一种防火板挤压装置,多个挤压成型位能够一次性完成对多组防火板材的挤压加工,在气体压力的作用下,从脱模块的下部将脱模块顶起,进而将防火板材顶起实现快速脱模,给料系统向送料机构供给原料,直线驱动模组驱动送料组件往复运动,将原料均匀地补充至凹模内,解决了背景技术中提及的技术问题。
3、(二)技术方案:
4、为实现上述目的,本发明通过以下技术方案予以实现:
5、一种防火板挤压装置,包括底座和顶板,所述底座与顶板之间通过立杆连接,所述顶板的顶部设置有液压驱动组件,所述液压驱动组件的一端连接挤压板组,所述挤压板组包括上挤压板、下挤压板和多组中间板,中间板的使用个数能够根据使用需求选择性设置,所述上挤压板和多组中间板的下端面均设置有凸模,所述下挤压板和多组中间板的上端面均开设有凹模,所述上挤压板、下挤压板和多组中间板的两侧边均设置有滑块,且滑块贯穿立杆并与立杆之间滑动连接,上下方向相邻的两组所述滑块之间通过连接绳连接,所述挤压板组的后方设置有送料机构,所述底座的一侧设置有脱模机构,脱模机构用于在防火板挤压成型后,对防火板材进行自动脱模,送料机构用于在挤压脱模且卸料后,将原料自动补充至挤压位。
6、在一种可能的实现方式中,所述液压驱动组件包括液压推杆,且液压推杆的一端与上挤压板的顶端固定,液压推杆带动上挤压板沿着立杆的轴线方向滑动,上挤压板的凸模与其下方中间板的凹模之间产生挤压力,中间板的凸模与其下方中间板的凹模之间产生挤压力,最下方中间板的凸模与下挤压板的凹模之间产生挤压力。
7、在一种可能的实现方式中,所述上挤压板和多组中间板的滑块与立杆之间滑动连接,所述下挤压板与底座之间固定,液压驱动组件工作时,液压推杆带动上挤压板沿着立杆的轴线方向滑动。
8、在一种可能的实现方式中,所述下挤压板与最下方所述中间板之间形成挤压位,所述上挤压板与最上方所述中间板之间形成挤压位,相邻的两组所述中间板之间形成挤压位,挤压装置包括多个挤压成型位,能够一次性完成对多组防火板材的挤压加工。
9、在一种可能的实现方式中,所述凹模的底部壁体上开设有多组凹槽,且凹槽内置有脱模块,所述脱模块与凹槽之间通过弹簧弹性连接,且弹簧的一端与脱模块之间固定,且弹簧的另一端与凹槽侧壁间固定,且脱模块与凹槽之间滑动连接。
10、在一种可能的实现方式中,所述凹模的底部壁体内部开设有气道,一组凹模内置有五组脱模块,五组脱模块分别位于凹模的中间位置和边角位置,每组脱模块的下方凹槽均与气道间连通。
11、在一种可能的实现方式中,所述脱模机构包括气泵组件,所述气泵组件的一端连接气管组件,且气管组件与凹模的气道之间连通,气泵组件工作时向气管组件内部充气,气体经气管组件进入气道,再通过气道分流至各脱模块的下方,在气体压力的作用下,从脱模块的下部将脱模块顶起。
12、在一种可能的实现方式中,所述送料机构包括送料组件、直线驱动模组和多级推杆,送料机构连接给料系统,给料系统向送料机构供给原料,直线驱动模组用于驱动送料组件沿x轴方向水平移动,多级推杆用于驱动送料组件沿y轴方向水平移动。
13、在一种可能的实现方式中,所述送料组件包括主料管,所述主料管连接多组分料管,所述分料管上开设有多组朝下设置的出料口,所述主料管上开设有主进料口,且主进料口连接给料系统,所述主料管的下端设置有驱动板,所述多级推杆的一端与驱动板之间固定连接,上料时,多级推杆驱动送料组件的多组分料管移动至相邻两组挤压板的间隔空间内,给料系统向送料机构供给原料。
14、在一种可能的实现方式中,所述直线驱动模组包括两组立板,其中一组所述立板的外侧面设置有电机,所述电机的输出轴通过联轴器固定连接丝杆,两组所述立板之间设置有滑杆,所述滑杆和丝杆上套设有滑座,且滑座与多级推杆之间固定连接,所述底座的内部开设有槽体,且直线驱动模组和多级推杆均位于槽体内,电机工作时驱动丝杆转动,滑座带动其上部的多级推杆沿着滑杆滑动,对送料组件在x轴方向上的位置进行调节。
15、与现有技术相比,本发明的有益效果是:
16、1、本发明包括多个挤压成型位,能够一次性完成对多组防火板材的挤压加工,进而提高了挤压成型效率,合模时,通过液压驱动组件实现多个挤压成型位的合模,开模时,通过液压驱动组件实现多个挤压成型位的开模。
17、2、本发明在挤压成型且开模后,气泵组件工作向气管组件内部充气,气体进入气道,在气体压力的作用下,从脱模块的下部将脱模块顶起,多组脱模块从防火板材的下端面多点位施加外力,在该外力的作用下将防火板材顶起实现脱模,脱模方式简单,无需手动脱模,能够对多组防火板材进行同时脱模,提高了脱膜效率。
18、3、本发明在脱模且卸料后,多级推杆驱动送料组件的多组分料管移动至相邻两组挤压板的间隔空间内,给料系统向送料机构供给原料,直线驱动模组驱动送料组件沿着x轴方向往复运动,从而将原料均匀地补充至凹模内,提高上料均匀度,自动上料利于连续挤压加工的进行。
技术特征:
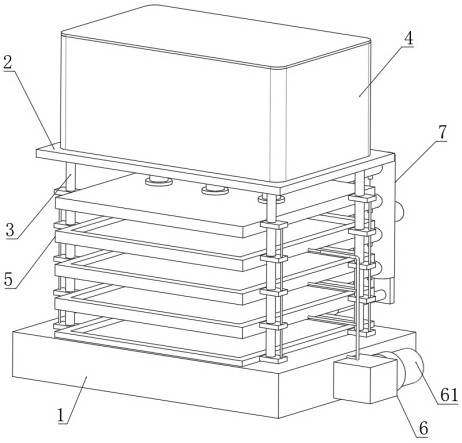
1.一种防火板挤压装置,包括底座(1)和顶板(2),其特征在于:所述底座(1)与顶板(2)之间通过立杆(3)连接,所述顶板(2)的顶部设置有液压驱动组件(4),所述液压驱动组件(4)的一端连接挤压板组(5),所述挤压板组(5)包括上挤压板(51)、下挤压板(52)和多组中间板(53),所述上挤压板(51)和多组中间板(53)的下端面均设置有凸模(56),所述下挤压板(52)和多组中间板(53)的上端面均开设有凹模(57),所述上挤压板(51)、下挤压板(52)和多组中间板(53)的两侧边均设置有滑块(54),且滑块(54)贯穿立杆(3)并与立杆(3)之间滑动连接,上下方向相邻的两组所述滑块(54)之间通过连接绳(55)连接,所述挤压板组(5)的后方设置有送料机构(7),所述底座(1)的一侧设置有脱模机构(6)。
2.根据权利要求1所述的一种防火板挤压装置,其特征在于:所述液压驱动组件(4)包括液压推杆,且液压推杆的一端与上挤压板(51)的顶端固定。
3.根据权利要求1所述的一种防火板挤压装置,其特征在于:所述上挤压板(51)和多组中间板(53)的滑块(54)与立杆(3)之间滑动连接,所述下挤压板(52)与底座(1)之间固定。
4.根据权利要求1所述的一种防火板挤压装置,其特征在于:所述下挤压板(52)与最下方所述中间板(53)之间形成挤压位,所述上挤压板(51)与最上方所述中间板(53)之间形成挤压位,相邻的两组所述中间板(53)之间形成挤压位。
5.根据权利要求1所述的一种防火板挤压装置,其特征在于:所述凹模(57)的底部壁体上开设有多组凹槽,且凹槽内置有脱模块(571),所述脱模块(571)与凹槽之间通过弹簧(572)弹性连接,且弹簧(572)的一端与脱模块(571)之间固定,且弹簧(572)的另一端与凹槽侧壁间固定,且脱模块(571)与凹槽之间滑动连接。
6.根据权利要求5所述的一种防火板挤压装置,其特征在于:所述凹模(57)的底部壁体内部开设有气道(573)。
7.根据权利要求6所述的一种防火板挤压装置,其特征在于:所述脱模机构(6)包括气泵组件(61),所述气泵组件(61)的一端连接气管组件(62),且气管组件(62)与凹模(57)的气道(573)之间连通。
8.根据权利要求1所述的一种防火板挤压装置,其特征在于:所述送料机构(7)包括送料组件(71)、直线驱动模组(72)和多级推杆(73)。
9.根据权利要求8所述的一种防火板挤压装置,其特征在于:所述送料组件(71)包括主料管(711),所述主料管(711)连接多组分料管(712),所述分料管(712)上开设有多组朝下设置的出料口(713),所述主料管(711)上开设有主进料口(714),且主进料口(714)连接给料系统,所述主料管(711)的下端设置有驱动板(715),所述多级推杆(73)的一端与驱动板(715)之间固定连接。
10.根据权利要求9所述的一种防火板挤压装置,其特征在于:所述直线驱动模组(72)包括两组立板(721),其中一组所述立板(721)的外侧面设置有电机(722),所述电机(722)的输出轴通过联轴器固定连接丝杆(723),两组所述立板(721)之间设置有滑杆(724),所述滑杆(724)和丝杆(723)上套设有滑座(725),且滑座(725)与多级推杆(73)之间固定连接,所述底座(1)的内部开设有槽体(11),且直线驱动模组(72)和多级推杆(73)均位于槽体(11)内。
技术总结
本发明公开了一种防火板挤压装置,包括底座和顶板,所述底座与顶板之间通过立杆连接,所述顶板的顶部设置有液压驱动组件,所述液压驱动组件的一端连接挤压板组,所述挤压板组包括上挤压板、下挤压板和多组中间板,所述上挤压板和多组中间板的下端面均设置有凸模,所述下挤压板和多组中间板的上端面均开设有凹模,所述挤压板组的后方设置有送料机构,所述底座的一侧设置有脱模机构;其技术要点为:多个挤压成型位能够一次性完成对多组防火板材的挤压加工,在气体压力的作用下,从脱模块的下部将脱模块顶起,进而将防火板材顶起实现快速脱模,给料系统向送料机构供给原料,直线驱动模组驱动送料组件往复运动,将原料均匀地补充至凹模内。
技术研发人员:陈星星,张永华,王玉喜,颜培荣,周文娟
受保护的技术使用者:盐城森亿新材料有限公司
技术研发日:
技术公布日:2024/8/27
- 还没有人留言评论。精彩留言会获得点赞!