一种节能割嘴的制作方法
1.本实用新型涉及切割喷嘴技术领域,具体为一种节能割嘴。
背景技术:
2.在连铸坯常采用火焰切割枪和割嘴进行切割操作,割嘴连接在火焰切割枪的下端,火焰切割枪上端连接切割所需气体后根据气体种类分配至割嘴的不同的通流部分,传统的割嘴采用28孔的设计(如图1),切割气体的用量较大,同时割缝也相对较大,与国家大力畅行环保节能的思想相悖,所以有必要设计一种节能割嘴。
技术实现要素:
3.(一)解决的技术问题
4.针对现有技术的不足,本实用新型提供了一种节能割嘴,解决了传统割嘴切割气体消耗量大的问题。
5.(二)技术方案
6.为实现以上目的,本实用新型通过以下技术方案予以实现:一种节能割嘴,包括割嘴本体,所述割嘴本体上端面从内至外依次开设有切割氧进口、内圈槽和外圈槽,所述切割氧进口和内圈槽之间有上端内圈,所述上端内圈上设置有四个燃气内圈进口,所述内圈槽和外圈槽之间有上端外圈,所述上端外圈上设置有八个预热氧外圈进口,所述内圈槽外沿设置有八个燃气外圈进口,所述外圈槽内沿设置有四个预热氧内圈进口;
7.所述割嘴本体下端面从内至外依次设置有切割氧出口、下端内圈和下端外圈,所述下端内圈上设置有四个燃气出口,所述下端外圈上设置有八个预热氧出口;
8.所述切割氧进口与切割氧出口相连通;
9.所述燃气内圈进口与燃气外圈进口连通后与燃气出口相连通;
10.所述预热氧内圈进口与预热氧外圈进口连通后与预热氧出口相连通。
11.优选的,所述割嘴本体上端设置有螺纹。
12.优选的,所述切割氧进口与切割氧出口之间设置有喉管。
13.优选的,所述预热氧内圈进口与预热氧外圈进口之间设置有渐扩喷嘴。
14.(三)有益效果
15.本实用新型提供了一种节能割嘴。具备以下有益效果:
16.该节能割嘴采用12孔的设计,且安装接头与传统火焰切割枪的接头相同,可以灵活地对现有的火焰切割枪割嘴进行更换同时也大大减少了切割气体的消耗和割缝的大小。
17.下表为传统28孔割嘴与本节能割嘴分别切割10cm厚度、1m宽度的dt4c纯铁连铸坯的切割气体消耗量、割缝大小对比表
[0018] 燃气消耗量切割氧消耗量预热氧消耗量割缝宽度28孔割嘴4.5l10.5l16.5l23mm本节能割嘴2.5l7.5l10.5l12mm
附图说明
[0019]
图1为现有28孔割嘴结构下端面图;
[0020]
图2为现有28孔割嘴结构上端面图;
[0021]
图3为现有28孔割嘴结构剖视图;
[0022]
图4为本节能割嘴下端面结构图;
[0023]
图5为本节能割嘴上端面结构图;
[0024]
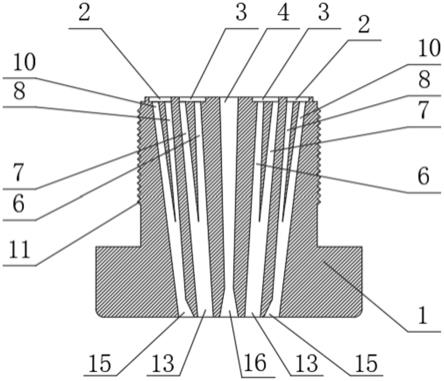
图6为本节能割嘴结构主视图;
[0025]
图7为本节能割嘴结构剖视图。
[0026]
图中:1、割嘴本体;2、外圈槽;3、内圈槽;4、切割氧进口;5、上端内圈;6、燃气内圈进口;7、燃气外圈进口;8、预热氧内圈进口;9、上端外圈;10、预热氧外圈进口;11、螺纹;12、下端内圈;13、燃气出口;14、下端外圈;15、预热氧出口;16、切割氧出口。
具体实施方式
[0027]
下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
[0028]
请参阅图4-7,本实用新型提供一种技术方案:一种节能割嘴,包括割嘴本体1,割嘴本体1上端面从内至外依次开设有切割氧进口4、内圈槽3和外圈槽2,切割氧进口4和内圈槽3之间有上端内圈5,上端内圈5上设置有四个燃气内圈进口6,内圈槽3和外圈槽2之间有上端外圈9,上端外圈9上设置有八个预热氧外圈进口10,内圈槽3外沿设置有八个燃气外圈进口7,外圈槽2内沿设置有四个预热氧内圈进口8;
[0029]
割嘴本体1下端面从内至外依次设置有切割氧出口16、下端内圈12和下端外圈14,下端内圈12上设置有四个燃气出口13,下端外圈14上设置有八个预热氧出口15;
[0030]
切割氧进口4与切割氧出口16相连通;
[0031]
燃气内圈进口6与燃气外圈进口7连通后与燃气出口13相连通;
[0032]
预热氧内圈进口8与预热氧外圈进口10连通后与预热氧出口15相连通,割嘴本体1上端设置有螺纹11,切割氧进口4与切割氧出口16之间设置有喉管,预热氧内圈进口8与预热氧外圈进口10之间设置有渐扩喷嘴。
[0033]
工作时,切割氧从火焰切割枪进入切割氧进口4,通过喉管后从切割氧出口16喷出,喉管可以增大切割氧的紊流程度,从而增大从切割氧出口16喷出与燃气的混合程度;
[0034]
燃气从火焰切割枪进入内圈槽3后进入燃气内圈进口6与燃气外圈进口7,并汇集从燃气出口13中喷出;
[0035]
预热氧从火焰切割枪进入外圈槽2后进入预热氧内圈进口8与预热氧外圈进口10,并汇集从预热氧出口15喷出,预热氧内圈进口8与预热氧外圈进口10之间设置的渐扩喷嘴可以降低预热氧的压力,从而使预热氧流速变慢从而有充分的时间加热燃气和切割氧至点火条件;
[0036]
由于此节能割嘴的通流面积小于28孔割嘴,所以需要同步降低火焰切割枪的各个切割气体的压力,也降低了火焰切割枪的通流压力。
[0037]
综上所述,该节能割嘴采用12孔的设计,且安装接头与传统火焰切割枪的接头相同,可以灵活地对现有的火焰切割枪割嘴进行更换同时也大大减少了切割气体的消耗和割缝的大小。
[0038]
需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
[0039]
尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
技术特征:
1.一种节能割嘴,包括割嘴本体(1),其特征在于:所述割嘴本体(1)上端面从内至外依次开设有切割氧进口(4)、内圈槽(3)和外圈槽(2),所述切割氧进口(4)和内圈槽(3)之间有上端内圈(5),所述上端内圈(5)上设置有四个燃气内圈进口(6),所述内圈槽(3)和外圈槽(2)之间有上端外圈(9),所述上端外圈(9)上设置有八个预热氧外圈进口(10),所述内圈槽(3)外沿设置有八个燃气外圈进口(7),所述外圈槽(2)内沿设置有四个预热氧内圈进口(8);所述割嘴本体(1)下端面从内至外依次设置有切割氧出口(16)、下端内圈(12)和下端外圈(14),所述下端内圈(12)上设置有四个燃气出口(13),所述下端外圈(14)上设置有八个预热氧出口(15);所述切割氧进口(4)与切割氧出口(16)相连通;所述燃气内圈进口(6)与燃气外圈进口(7)连通后与燃气出口(13)相连通;所述预热氧内圈进口(8)与预热氧外圈进口(10)连通后与预热氧出口(15)相连通。2.根据权利要求1所述的一种节能割嘴,其特征在于:所述割嘴本体(1)上端设置有螺纹(11)。3.根据权利要求1所述的一种节能割嘴,其特征在于:所述切割氧进口(4)与切割氧出口(16)之间设置有喉管。4.根据权利要求1所述的一种节能割嘴,其特征在于:所述预热氧内圈进口(8)与预热氧外圈进口(10)之间设置有渐扩喷嘴。
技术总结
本实用新型公开了一种节能割嘴,涉及切割喷嘴技术领域。该节能割嘴,包括割嘴本体,所述割嘴本体上端面从内至外依次开设有切割氧进口、内圈槽和外圈槽,所述切割氧进口和内圈槽之间有上端内圈,所述上端内圈上设置有四个燃气内圈进口,所述内圈槽和外圈槽之间有上端外圈,所述上端外圈上设置有八个预热氧外圈进口,所述内圈槽外沿设置有八个燃气外圈进口,所述外圈槽内沿设置有四个预热氧内圈进口。该节能割嘴采用12孔的设计,且安装接头与传统火焰切割枪的接头相同,可以灵活地对现有的火焰切割枪割嘴进行更换同时也大大减少了切割气体的消耗和割缝的大小。体的消耗和割缝的大小。体的消耗和割缝的大小。
技术研发人员:浦耀德 宋晓波
受保护的技术使用者:安徽金火神能源科技有限公司
技术研发日:2021.04.06
技术公布日:2022/1/14
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1