一种可调式弧形厚板焊接加热工装的制作方法
本技术属于压力容器施工,具体涉及一种可调式弧形厚板焊接加热工装。
背景技术:
1、风电管桩及压力容器行业中,筒节组对焊接或筒体装焊大型管口过程中普遍存在厚板对接、角接情况,此时需要对焊接部位进行充分预热及过程保温,如何在多种使用场景下短时间内使加热区域均匀达到所需要的温度,是目前生产中普遍存在的问题。
2、现有方案采取软管一头直连天然气供气管道,一头直连喷火管,该喷火管由一根长度4m内不等,直径10mm水煤气管,管壁钻孔,每个孔洞上焊接直径19mm短管充当喷火嘴,点火加热方式,该方式存在多种不良工况:
3、1、目前采取折弯软管方式调整供气量,供气压力不稳定,未安装调压阀,易造成火焰偏弱、熄灭、气体燃烧不充分等情况;
4、2、目前喷火管因采取硬质水煤气管,重复煨弯调整半径易造成管段撕裂漏气,否则无法均匀贴合被加热工件,造成加热不均匀情况;
5、3、目前加热管在面对卧式组对焊接环缝工况下,可采用焊接立式支撑管,将加热管固定在被加热工件附近。但在面对立式组对焊接环缝工况下,只能通过将加热管焊接于被加热工件上方式进行固定,此方式将造成喷火嘴无法均匀加热,且不便于调整喷火角度。
技术实现思路
1、本实用新型的目的在于提供一种可调式弧形厚板焊接加热工装,以解决上述背景技术中提出的现有弧形厚板焊接加热工装存在气压力不稳、加热不均、喷火角度、加热长度调整不便的问题。
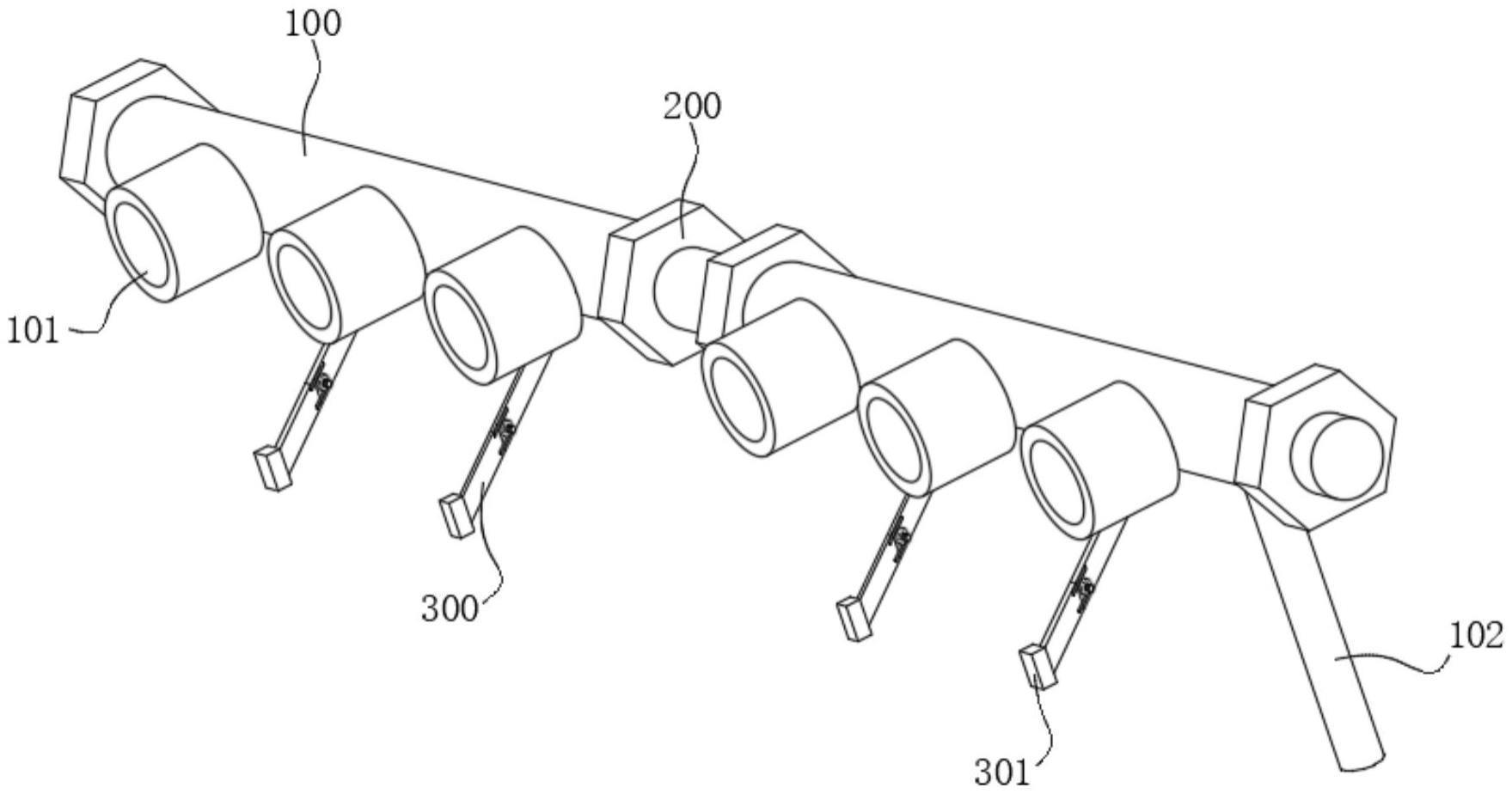
2、为实现上述目的,本实用新型提供如下技术方案:一种可调式弧形厚板焊接加热工装,包括至少一根供气管,所述供气管上连通有多个火焰喷嘴,在每两个所述供气管之间还安装有快速接头,所述供气管的底部一端还连接有输气管,在所述供气管的底部还设置有调节组件,该调节组件由连接部和调节部构成;
3、所述调节部安装在所述供气管的底部,而连接部安装在所述调节部的底端。
4、优选的,所述调节部包括连接杆,以及焊接安装在供气管底部的安装座,所述安装座与连接杆之间旋转连接,所述连接部为固定在所述连接杆底端的磁铁。
5、优选的,多根所述供气管通过快速接头连通形成一体式管道结构,且多根所述供气管上安装单根所述输气管。
6、优选的,所述火焰喷嘴与所述供气管呈垂直状设置,所述火焰喷嘴与供气管的连通处内径小于所述火焰喷嘴的内径。
7、优选的,所述输气管与所述火焰喷嘴呈错位状分布,且两者之间存在间距。
8、优选的,所述连接杆由杆一和杆二构成,其中磁铁安装在杆一的底端,所述杆一的顶端固定有顶板,而在所述顶板的表面开设有调节槽,所述顶板活动插入至所述杆二的内部,在所述杆二的侧边贯穿有螺栓,所述螺栓与调节槽贯穿连接。
9、优选的,所述杆一的侧边还固定有侧板,所述侧板与杆二贴合。
10、与现有技术相比,本实用新型的有益效果是:
11、通过本实用新型的设计,可以快速连接调整长度并调整整体弧形结构,保证加热面积及贴合度,并且喷火嘴角度可调整,加热效率高,能有效解决现有工装供气压力不稳、加热不均、喷火角度、加热长度快速调整的问题。
技术特征:
1.一种可调式弧形厚板焊接加热工装,其特征在于:包括至少一根供气管(100),所述供气管(100)上连通有多个火焰喷嘴(101),在每两个所述供气管(100)之间还安装有快速接头(200),所述供气管(100)的底部一端还连接有输气管(102),在所述供气管(100)的底部还设置有调节组件,该调节组件由连接部和调节部构成;
2.根据权利要求1所述的一种可调式弧形厚板焊接加热工装,其特征在于:所述调节部包括连接杆(300),以及焊接安装在供气管(100)底部的安装座(302),所述安装座(302)与连接杆(300)之间旋转连接,所述连接部为固定在所述连接杆(300)底端的磁铁(301)。
3.根据权利要求1所述的一种可调式弧形厚板焊接加热工装,其特征在于:多根所述供气管(100)通过快速接头(200)连通形成一体式管道结构,且多根所述供气管(100)上安装单根所述输气管(102)。
4.根据权利要求3所述的一种可调式弧形厚板焊接加热工装,其特征在于:所述火焰喷嘴(101)与所述供气管(100)呈垂直状设置,所述火焰喷嘴(101)与供气管(100)的连通处内径小于所述火焰喷嘴(101)的内径。
5.根据权利要求3所述的一种可调式弧形厚板焊接加热工装,其特征在于:所述输气管(102)与所述火焰喷嘴(101)呈错位状分布,且两者之间存在间距。
6.根据权利要求2所述的一种可调式弧形厚板焊接加热工装,其特征在于:所述连接杆(300)由杆一(300a)和杆二(300b)构成,其中磁铁(301)安装在杆一(300a)的底端,所述杆一(300a)的顶端固定有顶板(300a-1),而在所述顶板(300a-1)的表面开设有调节槽(300a-2),所述顶板(300a-1)活动插入至所述杆二(300b)的内部,在所述杆二(300b)的侧边贯穿有螺栓(303),所述螺栓(303)与调节槽(300a-2)贯穿连接。
7.根据权利要求6所述的一种可调式弧形厚板焊接加热工装,其特征在于:所述杆一(300a)的侧边还固定有侧板(304),所述侧板(304)与杆二(300b)贴合。
技术总结
本技术公开了一种可调式弧形厚板焊接加热工装,包括至少一根供气管,所述供气管上连通有多个火焰喷嘴,在每两个所述供气管之间还安装有快速接头,所述供气管的底部一端还连接有输气管,在所述供气管的底部还设置有调节组件,该调节组件由连接部和调节部构成;所述调节部安装在所述供气管的底部,而连接部安装在所述调节部的底端,所述调节部包括连接杆,以及焊接安装在供气管底部的安装座,所述安装座与连接杆之间旋转连接;通过本技术的设计,可以快速连接调整长度并调整整体弧形结构,保证加热面积及贴合度,并且喷火嘴角度可调整,加热效率高,能有效解决现有工装供气压力不稳、加热不均、喷火角度、加热长度快速调整的问题。
技术研发人员:钱飞,胡向华,杨小倩,廖艳玲,王申灵
受保护的技术使用者:江苏华滋能源工程有限公司
技术研发日:20230224
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!