半锥形通孔管体生产工装的制作方法
本技术属于热处理工艺装备,特别涉及一种半锥形通孔管体在井式炉提高单炉装炉量的半锥形通孔管体生产工装。
背景技术:
1、目前在井式炉6中生产的半锥形通孔管体5,为降低材料成本及减少后续精加难度,产品为无挂料台设计。前期一般采用固定盘7与承重盘8结合的方式进行垂直吊挂,每炉仅可装四支,而产品单重较轻,且固定盘与承重盘及其两者之间用于支撑的套筒9重量较大,热损耗较大,生产成本较高,若减轻工装重量,工装易变形,使用寿命短,工装损耗成本高,如图1所示。为降低生产成本,提高装炉量,现需要重新设计配套专用工装。
技术实现思路
1、本实用新型的目的在于克服现有技术中存在的不足而提供一种半锥形通孔管体在井式炉提高单炉装炉量的半锥形通孔管体生产工装。
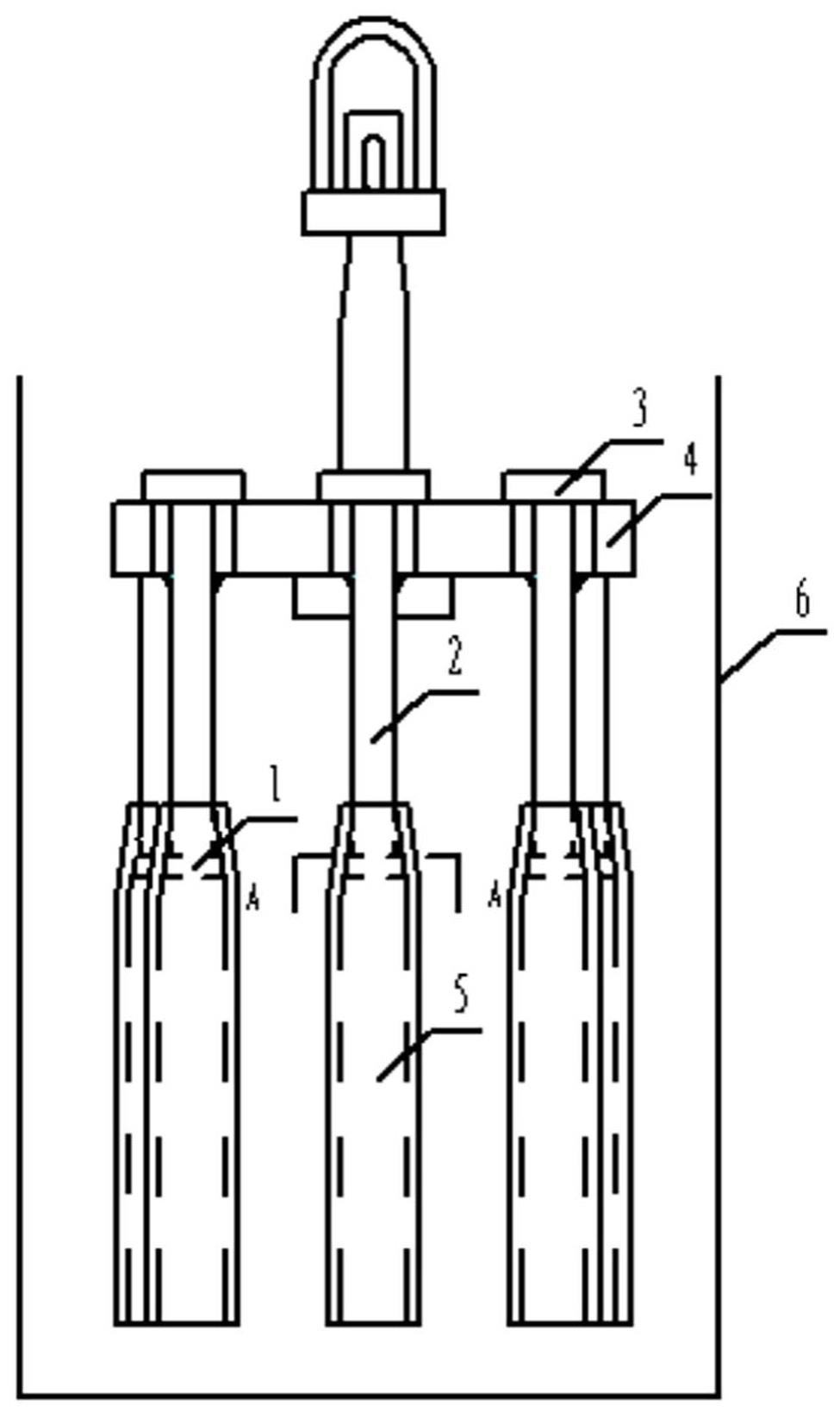
2、为实现上述目的,本实用新型的技术方案如下:一种半锥形通孔管体生产工装,包括底部防划支撑圆环、头部与底部防划支撑圆环焊接在一起的圆钢吊杆、与圆钢吊杆尾部焊接在一起的挂料台,所述挂料台为π型挂料台,带有底部防划支撑圆环的圆钢吊杆的一端从半锥形通孔管体的大头端穿入和小头端穿出后,再与挂料台焊接组合在一起,焊接后挂料台挂入八位吊盘的u型缺口处,组成八根的半锥形通孔管体的工装放入井式炉中进行生产。
3、所述底部防划支撑圆环包括两个弧形圆环、与两个弧形圆环相连接的两个横杠,两个弧形圆环与半锥形通孔管体的锥形内孔相接触。
4、所述挂料台包括横挂板、焊接在横挂板下面的两个竖支架,两个竖支架的外侧面与八位吊盘的u型缺口内侧紧密贴合,两个竖支架的内侧面与圆钢吊杆的尾部焊接在一起,挂料台的横挂板长度超出两个竖支架的距离,并且挂料台的两端压置在u型缺口两侧的实心板上。
5、所述八位吊盘为按照米字型在圆盘上均匀地开设有八个u型缺口的圆形吊盘。
6、与现有技术相比,本实用新型的优点是:
7、通过半锥形通孔管体在井式炉提高单炉装炉量的专用工装设计,可以实现半锥形通孔管体在井式炉中的装炉量翻倍生产,且设计中取消了承重盘及套筒,工装重量减轻,并减少了与产品接触的工装面积,提高了产品加热及冷却的均匀性,在促进质量提高的同时,大幅度提高生产效率,降低生产成本。
技术特征:
1.一种半锥形通孔管体生产工装,包括底部防划支撑圆环(1)、头部与底部防划支撑圆环(1)焊接在一起的圆钢吊杆(2)、与圆钢吊杆(2)尾部焊接在一起的挂料台(3),其特征在于:所述挂料台(3)为π型挂料台,带有底部防划支撑圆环(1)的圆钢吊杆(2)的一端从半锥形通孔管体(5)的大头端穿入和小头端穿出后,再与挂料台(3)焊接组合在一起,焊接后挂料台(3)挂入八位吊盘(4)的u型缺口处,组成八根的半锥形通孔管体(5)的工装放入井式炉(6)中进行生产。
2.根据权利要求1所述的一种半锥形通孔管体生产工装,其特征在于:所述底部防划支撑圆环(1)包括两个弧形圆环、与两个弧形圆环相连接的两个横杠,两个弧形圆环与半锥形通孔管体(5)的锥形内孔相接触。
3.根据权利要求1所述的一种半锥形通孔管体生产工装,其特征在于:所述挂料台(3)包括横挂板、焊接在横挂板下面的两个竖支架,两个竖支架的外侧面与八位吊盘(4)的u型缺口内侧紧密贴合,两个竖支架的内侧面与圆钢吊杆(2)的尾部焊接在一起,挂料台(3)的横挂板长度超出两个竖支架的距离,并且挂料台(3)的两端压置在u型缺口两侧的实心板上。
4.根据权利要求1所述的一种半锥形通孔管体生产工装,其特征在于:所述八位吊盘(4)为按照米字型在圆盘上均匀地开设有八个u型缺口的圆形吊盘。
技术总结
本技术一种半锥形通孔管体在井式炉提高单炉装炉量的半锥形通孔管体生产工装,包括底部防划支撑圆环、头部与底部防划支撑圆环焊接在一起的圆钢吊杆、与圆钢吊杆尾部焊接在一起的挂料台,挂料台为π型挂料台,带有底部防划支撑圆环的圆钢吊杆的一端从半锥形通孔管体的大头端穿入和小头端穿出后,再与挂料台焊接组合在一起,焊接后挂料台挂入八位吊盘的U型缺口处,组成八根的半锥形通孔管体的工装放入井式炉中进行生产,可以实现半锥形通孔管体在井式炉中的装炉量翻倍生产,取消了承重盘及套筒,工装重量减轻,减少了与产品接触的工装面积,提高了产品加热及冷却的均匀性,大幅度提高生产效率,降低生产成本。
技术研发人员:赵颖,田建宁,赵东,孙家乐
受保护的技术使用者:河南中原特钢装备制造有限公司
技术研发日:20221028
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!