一种换热管及其加工方法与流程
本发明涉及换热设备领域,具体涉及一种换热管,还涉及一种加工换热管的方法。
背景技术:
1、在制冷领域,通常要在换热管内或换热管外加工出不同形状的翅片,使翅片之间的区域以及翅片与管体所围成的区域构成供介质流体流动的流道,扩大换热面积,增强对介质的流动扰动程度,从而达到强化换热的目的。
2、例如授权公告号为cn215864849u的中国实用新型专利公开了一种蒸发换热管,它包括由金属带弯曲焊接形成的圆形的管体,管体的内表面制有依次间隔排列的多个异形槽道(即流道)。该方案通过有针对性的设计换热管内表面的微小槽道,增强了其毛细力,提高了蒸发换热管的换热效果。
3、但是,船舶上作为换热介质的循环水大多来自于海水、河水或湖水。尽管循环水需要符合国家推荐标准gb/t 50050的要求,但循环水即使符合该标准,其中仍然存在一定的杂质,例如微生物、藻类、泥沙等。而且在一些恶劣的工作环境下,受多方面因素限制,很多循环水无法达到该标准的要求,杂质较多。上述杂质在流经换热管流道时,容易积累或残留在流道之中,从而引起换热管结垢堵塞,导致换热效能降低,增加能耗,甚至损坏设备。因此,维护人员需对换热管定期清洗,操作复杂、成本高,而且影响制冷系统的正常运行。
技术实现思路
1、本发明提出了一种换热管及其加工方法,其目的是:解决微小杂质容易在换热管流道中积累、残留的问题,降低换热管流道堵塞的频率。
2、本发明技术方案如下:
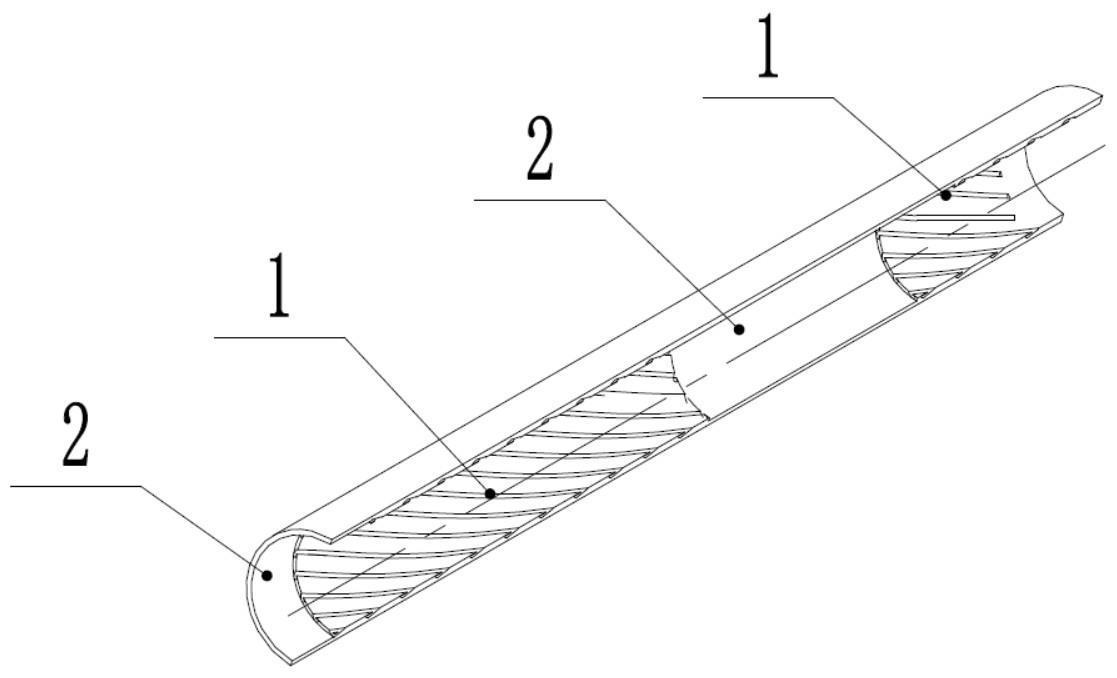
3、一种换热管,包括管体,所述管体的内孔中包括沿长度方向间隔设置的螺旋段和直边段;螺旋段和直边段均为两组以上;
4、所述螺旋段的内表面上设有作为流道的螺旋槽;所述直边段的内表面为内圆柱面;
5、所述管体的管壁展开为金属带后:所述螺旋槽的法向截面中包括中空的三角形区域,三角形区域的第一顶点位于靠近管体外壁的一侧,第二顶点和第三顶点的连线与金属带所在平面相平行;所述螺旋槽的槽口处连接有半封闭的凸台。
6、作为所述换热管的进一步改进:所述螺旋槽的法向截面中包括以下内边缘:垂直于金属带所在平面的第一直边和第二直边,以及相对于金属带所在平面倾斜设置的第一斜边和第二斜边;
7、所述第一斜边靠近管体外侧的一端与第二斜边靠近管体外侧的一端相交于所述第一顶点;所述第一斜边的另一端为三角形区域的第二顶点、与第一直边的一端相交,第二斜边的另一端为三角形区域的第三顶点、与第二直边的一端相交;所述第一直边的另一端与相邻的螺旋槽对应的凸台相连并与所在螺旋槽对应的凸台之间留有缝隙;第二直边的另一端则与所在螺旋槽对应的凸台相连。
8、作为所述换热管的进一步改进:所述三角形区域内,第一顶点至其对边的垂线与第一斜边之间的第一夹角大于该垂线与第二斜边之间的第二夹角。
9、作为所述换热管的进一步改进:第一夹角为55°至65°,第二夹角为42°至48°。
10、作为所述换热管的进一步改进:设第一直边与相邻的螺旋槽中的第二直边的间距为d,第一斜边在金属带所在平面内的投影长度为w2,第二斜边在金属带所在平面内的投影长度为w3,凸台相对于第二直边伸出的长度为w1,凸台的厚度为h1,第二直边的长度为h2,第一斜边和第二斜边在所述垂线上的投影长度均为h3,则:所述h1与d相等,且w1大于(w2+w3)/2并小于(w2+w3)*3/2。
11、作为所述换热管的进一步改进:所述第一顶点至金属带外侧平面的距离为0.8d至1.2d。
12、本发明还提供了一种加工上述换热管的方法,步骤为:
13、步骤1.准备宽度与换热管截面周长相等的金属带,通过刨、铣削或者冲压的方式,在金属带的上表面加工出与直边段对应的凹台;
14、步骤2.按螺旋段的螺旋角转动金属带的角度,使第一刀具的走向与要加工的螺旋槽的走向一致;
15、步骤3.第一刀具下压,第一刀具的下端形状与三角形区域的形状一致,第一刀具在金属带与螺旋段相对应的区域按压出三角形凹槽的同时,将原来三角形凹槽中的金属材料挤压到相邻的两个第一刀具之间,在第一刀具的竖直刀体部分的作用下,形成与金属带相垂直的立壁;
16、步骤4.依次使用第二刀具、第三刀具和第四刀具,从同侧滚压立壁,第二刀具、第三刀具和第四刀具上与立壁接触的锥面的锥度逐渐减小;
17、步骤5.使用圆柱状的第五刀具,从顶部滚压立壁顶部的倾斜部分,使立壁变形为l型结构,l型结构的水平部分即为所述凸台;
18、步骤6.将金属带弯曲,使两个相对的侧边对接成直线焊缝,同时两侧的凹槽相接,构成螺旋槽,最后在焊缝处施焊,构成换热管。
19、作为上述方法的进一步改进:在步骤1中,先确定螺旋槽的间距d,然后确定金属带的初始厚度h为2.9d至3.2d。
20、作为上述方法的进一步改进:步骤2中,第一刀具下端的三角形部分的高度等于h3;步骤4中通过第二刀具、第三刀具和第四刀具滚压立壁时,需要控制立壁保留的竖直部分的高度为h2;并且,h1:h2:h3=1:0.5:1.8。
21、作为上述方法的进一步改进:步骤2中,第一刀具下端的三角形部分的两个斜板的水平宽度分别与w2和w3相对应,同时有w3=1.8d,w2:w3=1.7:1。
22、相对于现有技术,本发明具有以下有益效果:(1)换热管内部设有间隔的直边段和螺旋段,介质在直边段直线运动,到达螺旋段后,则在螺旋槽的作用下螺旋运动、形成紊流,通过两种不同运动状态的不断切换,可以形成更大的冲击力和更强的紊流,减少杂质的积累,减缓结垢;(2)螺旋槽内通过凸台和两个不同倾斜角度的斜边构成异形截面,当外部的介质从凸台旁侧的开口进入这个截面中之后,由于凸台的长度大于整个螺旋槽的宽度的一半,因此介质向空间更加充裕的第二斜边处移动,同时由于第一斜边较第二斜边的坡度更缓,且第二斜边与凸台构成封闭的夹角,因此第二斜边表面的介质压力要大于第一斜边,介质又将依次沿第二斜边和第一斜边回到开口处,最后从开口流出,最终使得螺旋槽中的介质除了沿螺旋槽本身的方向行进,还会在内部形成环流,进一步避免杂质积累;(3)采用挤压成型的方式加工螺旋槽,一方面节省材料,可以使用较薄的金属带作为原材料,另一方面,借助材料转移过程中体积不变(截面面积不变)的特点,达到精确控制螺旋槽尺寸比例的目的;(4)本发明通过优化螺旋槽主要尺寸的比例关系,使得螺旋槽处的壁厚均等,热阻均匀,更有利于快速热交换,也有利于将凸台的长度保持在合理的范围,保证环流的正常进行,减小冲击带来的振动,降低噪音,同时还有利于快速挤压成型,避免成型过程中出现折断等问题。
技术特征:
1.一种换热管,包括管体,其特征在于:所述管体的内孔中包括沿长度方向间隔设置的螺旋段(1)和直边段(2);螺旋段(1)和直边段(2)均为两组以上;
2.如权利要求1所述的换热管,其特征在于:所述螺旋槽的法向截面中包括以下内边缘:垂直于金属带所在平面的第一直边(101)和第二直边(104),以及相对于金属带所在平面倾斜设置的第一斜边(102)和第二斜边(103);
3.如权利要求2所述的换热管,其特征在于:所述三角形区域内,第一顶点至其对边的垂线与第一斜边(102)之间的第一夹角(106)大于该垂线与第二斜边(103)之间的第二夹角(107)。
4.如权利要求3所述的换热管,其特征在于:第一夹角(106)为55°至65°,第二夹角(107)为42°至48°。
5.如权利要求4所述的换热管,其特征在于:设第一直边(101)与相邻的螺旋槽中的第二直边(104)的间距为d,第一斜边(102)在金属带所在平面内的投影长度为w2,第二斜边(103)在金属带所在平面内的投影长度为w3,凸台(105)相对于第二直边(104)伸出的长度为w1,凸台(105)的厚度为h1,第二直边(104)的长度为h2,第一斜边(102)和第二斜边(103)在所述垂线上的投影长度均为h3,则:所述h1与d相等,且w1大于(w2+w3)/2并小于(w2+w3)*3/2。
6.如权利要求5所述的换热管,其特征在于:所述第一顶点至金属带外侧平面的距离为0.8d至1.2d。
7.一种加工如权利要求6所述的换热管的方法,其特征在于步骤为:
8.如权利要求7所述的方法,其特征在于:在步骤1中,先确定螺旋槽的间距d,然后确定金属带的初始厚度h为2.9d至3.2d。
9.如权利要求8所述的方法,其特征在于:步骤2中,第一刀具(3)下端的三角形部分的高度等于h3;步骤4中通过第二刀具(4)、第三刀具(5)和第四刀具(6)滚压立壁时,需要控制立壁保留的竖直部分的高度为h2;并且,h1:h2:h3=1:0.5:1.8。
10.如权利要求9所述的方法,其特征在于:步骤2中,第一刀具(3)下端的三角形部分的两个斜板的水平宽度分别与w2和w3相对应,同时有w3=1.8d,w2:w3=1.7:1。
技术总结
本发明公开了一种换热管及其加工方法,涉及换热设备领域,具体涉及一种换热管,还涉及一种加工换热管的方法。所述换热管包括管体,所述管体的内孔中包括沿长度方向间隔设置的螺旋段和直边段;所述螺旋段的内表面上设有作为流道的螺旋槽;所述直边段的内表面为内圆柱面;所述管体的管壁展开为金属带后:所述螺旋槽的法向截面中包括中空的三角形区域,三角形区域的第一顶点位于靠近管体外壁的一侧,第二顶点和第三顶点的连线与金属带所在平面相平行;所述螺旋槽的槽口处连接有半封闭的凸台。本发明可以解决微小杂质容易在换热管流道中积累、残留的问题,降低换热管流道堵塞的频率。
技术研发人员:方金艳,王红新,魏目青,马涛,姜华夏
受保护的技术使用者:冰轮环境技术股份有限公司
技术研发日:
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!