一种焙烧炉用异形耐火砖及制作方法与流程
本发明属于筑炉领域,具体涉及一种焙烧炉用异形耐火砖及制作方法。
背景技术:
1、现有的气态悬浮焙烧炉,通常是通过热风使物料达到流化状态,完成对物料的加热和输送的。炉体内的温度往往能达到几百至上千摄氏度,气体和物料的流速可达至数米每秒甚至数十米每秒。因此耐火砖作为耐磨层是必要且重要的。
2、在圆形直筒段的耐火砖砌筑,由于高度较高,往往可以达到数米至十数米。采用传统砌筑方式,对砌筑质量要求高,无法保证耐火砖砌筑的稳定性,在生产使用中容易造成脱落的现象。目前的解决办法主要是通过在设计上加一层托砖圈,以达到结构上的稳定性要求。该种方案的主要问题是:托砖圈的砖型厚度较其他砖更厚,挤压了隔热层的厚度,导致隔热效果不佳;托砖圈同样对砌筑质量要求较高。
技术实现思路
1、为了弥补现有技术的不足,提高砌筑耐火砖的质量和工作效率,降低对筑炉工砌筑技术的要求,本发明提出了一种焙烧炉用异形耐火砖及其制作方法。
2、为解决上述目的,本发明采用以下技术方案:
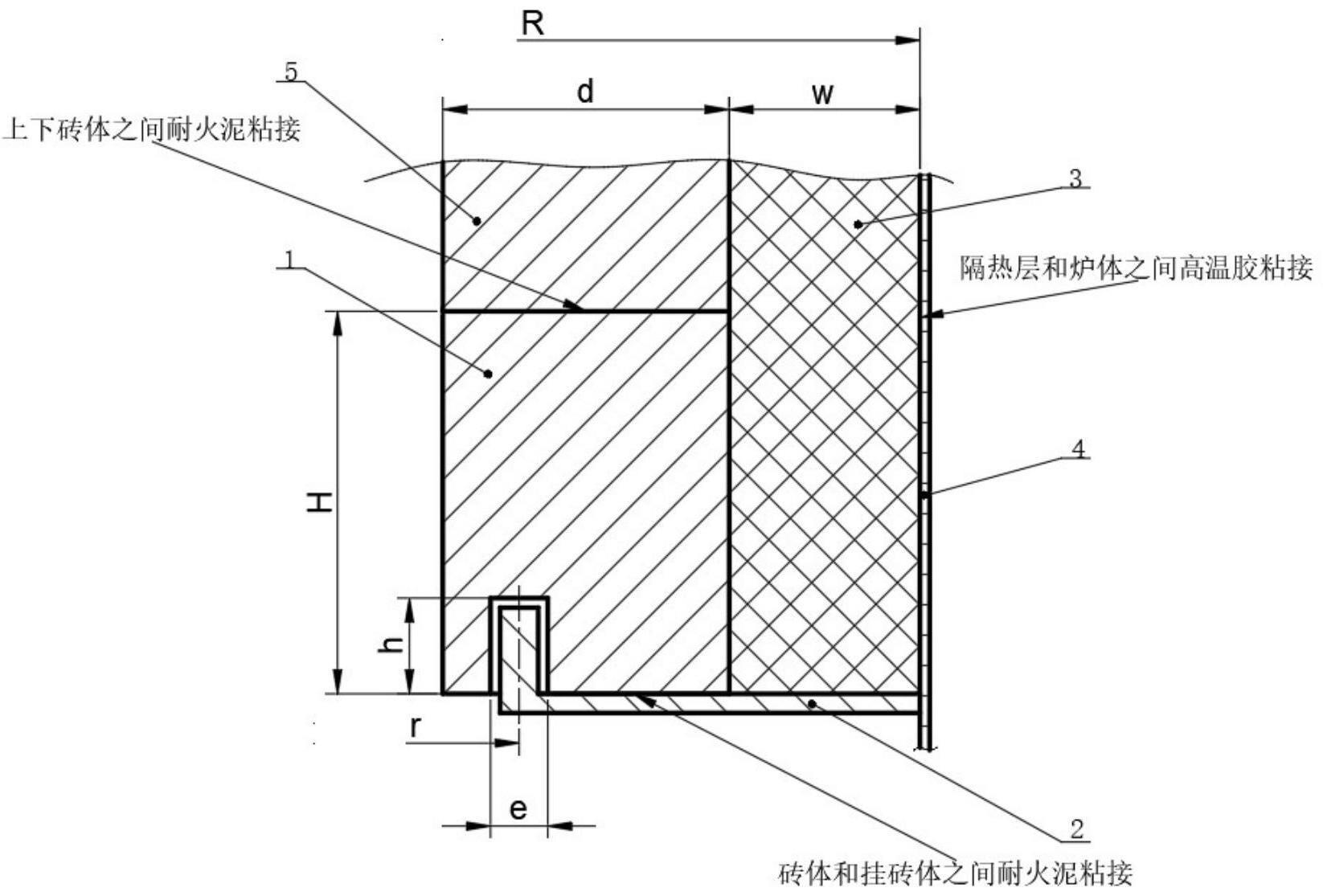
3、一种焙烧炉用异形耐火砖,包括耐磨层、隔热层和挂砖体。其中耐磨层和挂砖体之间通过异形结构相互连接固定,耐磨层和设备壳体之间的填充物为隔热层。
4、作为优选,所述耐磨层为异形结构的耐火黏土砖,简称异形砖。所述异形砖俯视图成梯形,短边一端为小头,长边一端为大头。在实际工程设计中,需要考虑到异形砖结构上的稳定性和筑炉工人施工的便利性,一般大小头的尺寸以不大于220mm、不小于150mm为宜,厚度一般为114±5mm,高度一般为198±5mm,在底部距离大头57~76mm处设置开槽,开槽宽度取0.1~0.2倍的异形砖厚度,开槽深度取0.1~0.15倍的异形砖高度。上述尺寸均可以根据实际设计需要、异形砖砖厂生产水平和工人施工水平进行适当调整。
5、作为优选,所述隔热层为多晶纤维板。多晶纤维板材质及厚度应保证在正常工况下,可以保证气态悬浮焙烧炉的外壁温度不高于80摄氏度。
6、作为优选,挂砖体选用l形钢,材料为耐热钢。l形钢的尺寸应保证在正常工况下足够的强度,耐热钢的种类牌号需要根据实际工作温度确定,应保证在工作温度下不会失效。在工程中较为常用的耐热钢牌号为06cr25ni20,当炉内温度不高时,亦可考虑使用和气态悬浮焙烧炉壳体相同材料的耐热钢。
7、作为优选,耐磨层的各异形砖之间,以及耐磨层的异形砖和挂砖体之间使用耐火泥连接。
8、一种焙烧炉用异形耐火砖的制作方法,包括以下步骤:
9、(1)根据设计要求,确定隔热层的材质及厚度;
10、(2)确定异形砖大小头尺寸、高度、厚度;
11、(3)确定挂砖体的尺寸;
12、(4)根据挂砖体尺寸,确定异形砖的开槽尺寸;
13、(5)将挂砖体同设备壳体进行焊接;
14、(6)将隔热层通过高温胶固定在设备外壳上;
15、(7)将异形砖的凹槽和挂砖体上突出部分对应,缝隙采用耐火泥填充。
16、在本发明中,异形砖上的凹槽和挂砖体之间的结合缝隙在1~2mm之间,既保证了异形砖和挂砖体之间的紧密结合,也能保证足够的安装空间。挂砖体应保证足够的外形尺寸,以加强异形砖的稳固性。
17、本发明的有益效果:
18、本发明所述的异形耐火砖,设有开槽,可以和挂砖体牢固结合,避免了常见的脱砖问题,大大地提高了内衬结构的稳固性,延长了内衬的使用寿命;同时由于开槽可以起到定位的作用,也极大地提高了施工效率,在一定程度上降低了对筑炉工人技术的要求。对于降低工程建设成本和使用维护成本都是有益的。
技术特征:
1.一种焙烧炉用异形耐火砖,其特征在于,包括耐磨层、隔热层和挂砖体,耐磨层和挂砖体之间通过异形结构相互连接固定,耐磨层和设备壳体之间的填充物为隔热层;所述耐磨层由多个异形结构的耐火黏土砖构成,所述异形结构的耐火黏土砖,简称异形砖,其俯视图成梯形,短边一端为小头,长边一端为大头,在底部距离大头处设置开槽。
2.根据权利要求1所述的一种焙烧炉用异形耐火砖,其特征在于,所述异形砖,大小头的尺寸不大于220mm、不小于150mm,厚度为114±5mm,高度为198±5mm,距离大头57~76mm处设置开槽,开槽宽度取0.1~0.2倍的异形砖厚度,开槽深度取0.1~0.15倍的异形砖高度。
3.根据权利要求1所述的一种焙烧炉用异形耐火砖,其特征在于,异形砖上的凹槽和挂砖体之间的结合缝隙在1~2mm之间。
4.根据权利要求1所述的一种焙烧炉用异形耐火砖,其特征在于,隔热层为多晶纤维板。
5.根据权利要求1所述的一种焙烧炉用异形耐火砖,其特征在于,挂砖体为l形钢,材料为耐热钢。
6.一种权利要求1-5任一项所述焙烧炉用异形耐火砖的制作方法,其特征在于,包括以下步骤:
7.根据权利要求6所述的一种焙烧炉用异形耐火砖的制作方法,其特征在于,所述步骤(2)中,根据焙烧炉直径r,确定异形砖的小头尺寸a和大头尺寸b,异形砖总数x,
8.根据权利要求6所述的一种焙烧炉用异形耐火砖的制作方法,其特征在于,所述步骤中,开槽半径r满足关系式:
技术总结
一种焙烧炉用异形耐火砖及制作方法,属于筑炉领域,所述异形耐火砖包括:耐磨层、隔热层和挂砖体,所述的耐磨层为异形结构耐火砖,紧密依次地挂在挂砖体上,耐磨层和设备本体之间的缝隙被隔热层填充满,以实现良好的隔热效果。该种异形耐火砖及其制作方法的主要优势是:耐磨层可以保护隔热层不被焙烧炉内的物料和热风冲刷破损;隔热层既可以保证焙烧炉外部钢壳体温度不会过高,保证强度,也可以隔绝炉体内温度损失,节约能耗。该种耐火砖及其制作方法可以极大地提高托砖圈的强度,避免了施工质量对耐火砖耐用性的影响。
技术研发人员:唐晓玲,刘亚刚,苏全磊
受保护的技术使用者:上海逢石科技有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!