一种欧冶炉熔融造气炉的料位控制方法与流程
本发明涉及一种欧冶炉熔融造气炉的料位控制方法。
背景技术:
1、欧冶炉非高炉炼铁工艺分成两炉式工艺,由上部的还原竖炉和下部的熔融造气炉组成。下部熔融造气炉上部拱顶温度控制在1050℃左右,整炉气体及炉料的温度控制较高,如果采用传统的机械探尺料位计,无法适应炉内的高温,将造成探尺熔断,若采用雷达料位计探测,探测的精度达不到操作要求,故欧冶炉采用核源放射性料位计,放射性料位计共有5组对欧冶炉熔融造气炉料位进行检测。5组核源放射性料位计的编号为lir04621、lir04622、lir04623、lir04624、lir04625,分别安装于18440mm、21090mm、22140mm、22690mm、23520mm的标高处。
2、下部熔融造气炉料位高低主要受到出渣铁状况,炉温波动以及风口氧量与燃料的匹配度等因素的影响,由于出铁制度为不连续出铁,因此熔融造气炉半焦床料位处于不断变化过程中。渣铁出不尽会导致料位基数较高,出铁结束以后会导致料位逐渐升高使其处于较高的水平,相反渣铁出尽,则料位基数较低,出铁结束料位虽逐渐上行,但整体处于相对于较低的水平;风口氧量与燃料配比不匹配,高会导致熔融造气炉过吹,消耗较多的燃料,从而使熔融造气炉料位水平逐渐降低,低则会导致燃料消耗不足,从而使熔融造气炉料逐渐堆积,使料位升高;炉温上行渣温度高,渣体积逐渐膨胀,会使熔融造气炉料位逐渐升高,由于受到熔融造气炉核源放射性料位计所限,下部熔融造气炉内部发生偏料、悬料等异常现象也会导致料位波动。
技术实现思路
1、本发明在于提供一种欧冶炉熔融造气炉的料位控制方法,以优化现有的操作方法,来实现对欧冶炉熔融造气炉料位的控制。
2、本发明所采取的技术方案是:一种欧冶炉熔融造气炉的料位控制方法,按照以下步骤实施:
3、步骤1:通过料位计在不同标高位置的测量角度设置,检测熔融造气炉的料面,熔融造气炉料位计水平分布,编号为lir04621料位计1对位于155°~335°对应方向,lir04622料位计2位于93.75°~273.75°对应方向,lir04623料位计3位于40°~220°对应方向,lir04624料位计4位于137.5°~317.5°对应方向,lir04625料位计位于0°~180°对应方向;
4、步骤2:熔融造气炉料位控制方法:开铁口时lir04624维持在100%,堵口时lir04625控制在50%-60%;堵铁口时lir04624维持在80-90%,lir04625到空料位,控制在0%,高料位控制:熔融造气炉料位连续两炉lir04625开口前超过80%;低料位控制:熔融造气炉料位连续两炉lir04624堵口时低于80%;
5、步骤3:进一步的为了维持通过调整风口氧量,风口氧气单耗过高,燃料过烧,将造成熔融造气炉料位下降过快,渣铁预热时间较短,不利于充分的热交换,造成燃料消耗的增多。因此本发明的熔融造气炉料位控制方法中的核心是稳定步骤2中熔融造气炉料位控制方法中开铁口前和堵铁口前的料位,通过熔炼率即每小时的产铁量与风口氧气单耗对应匹配,保持步骤2中熔融造气炉料位的稳定,控制风口氧气单耗,具体的熔融造气炉料与风口氧气单耗关系具体如下对应控制:
6、mr熔炼率(t/h):80;90;100;110;120;130;140;150;160;170;180.
7、mr熔炼率所对应的风口氧气单耗(nm3/t):450;425;410;395;378;363;355;350;346;338;330;
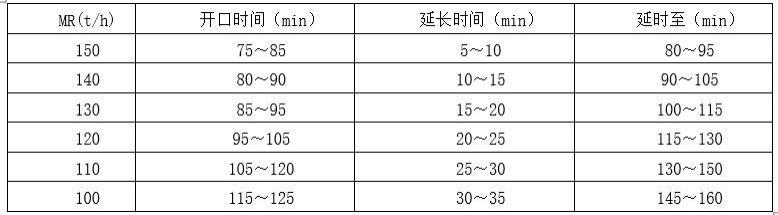
8、步骤4:若熔融造气炉料位水平明显降低,通过调整出铁时间,出铁结束熔融造气炉料位水平相对之前明显较低,则延长出铁时间,由于熔融造气炉中半焦床为移动床的关系,出铁前后熔融造气炉半焦床的高度波动较大,出铁结束半焦床的高度最低,随着距离出铁时间的延长,半焦床的高度逐渐增高,有利于新生成渣铁的预热。若熔融造气炉料位水平明显降低,则出铁开口时间延长,经验数据如下表:
9、;
10、步骤5:通过螺旋转速控制熔融造气炉料位熔融造气炉料位下降明显,在出铁结束后5min,煤螺旋提速10%,dri螺旋提速5% 。
11、本发明的有益效果:
12、熔融造气炉料位的状况是判断炉况好坏的重要标准,对于熔融造气炉炉温产生较大的影响,同时炉温也对熔融造气炉料位产生较大的影响,两者相辅相成,互相影响。渣铁的在熔融滴落的过程预热的充分与否对于炉温的影响意义较大,预热主要受到渣铁周围的温度高低以及预热时间的影响。熔融造气炉料位低,半焦床的高度也低,预热时间短,即便周围区域温度较高,由于受到预热时间所限,也会导致炉温不足;熔融造气炉料位的波动对于炉温影响较大,熔融造气炉料位水平的发展可以作为炉温发展水平的一个判断依据,熔融造气炉料位稳定是炉温稳定以及炉况向好的的先行条件,稳定熔融造气炉料位,可通过风口氧量,螺旋转速,出铁时间来调整。
技术特征:
1.一种欧冶炉熔融造气炉的料位控制方法,其特征在于按照以下步骤实施:
技术总结
本发明公开了一种欧冶炉熔融造气炉的料位控制方法,熔融造气炉料位计水平分布,LIR04621料位计1对位于155°~335°方向,LIR04622料位计2位于93.75°~273.75°方向,LIR04623料位计3位于40°~220°方向,LIR04624料位计4位于137.5°~317.5°方向,LIR04625料位计位于0°~180°方向;开铁口时LIR04624维持在100%,堵口时LIR04625控制在50%‑60%;堵铁口时LIR04624维持在80‑90%,LIR04625到空料位,控制在0%,高料位控制:熔融造气炉料位连续两炉LIR04625开口前超过80%;低料位控制:熔融造气炉料位连续两炉LIR04624堵口时低于80%;通过熔炼率与风口氧气单耗对应匹配保持熔融造气炉料位的稳定。
技术研发人员:季书民,曹磊,唐力
受保护的技术使用者:新疆八一钢铁股份有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!