一种延长转底炉出料螺旋机刮刀寿命的方法与流程
本发明涉及转底炉出料螺旋机,具体而言,涉及一种延长转底炉出料螺旋机刮刀寿命的方法。
背景技术:
1、螺旋刮刀:螺旋刮刀由耐热合金浇铸而成,主要含有cr、ni、w等耐高温金属,工作温度为600~1000℃,叶片厚度:30mm;弧长307mm,高125mm。需长期承受复杂应力的作用而不断裂,需耐高温耐磨。
2、现状:因长期工作于高温状态下,螺旋刮刀严重,使用寿命短,更换频率高。因现在螺旋出料机刮刀的磨损速度太快,更换刀片的资金消耗远跟不上生产所带来的效益收入,在这种情况下降低螺旋出料机的刮刀磨损速度,延长其刮刀寿命已迫在眉睫。
3、传统延长出料螺旋机刮刀寿命的方法是购买含钨金属成分较高的刀片,提高刮刀的硬度和耐磨性,即使在500℃的温度下也基本保持不变,在1000℃时仍有很高的硬度。缺点是售价成本高,没有从根本上解决出料螺旋机刮刀磨损快的问题。
4、鉴于上述问题的存在,有必要提供一种延长转底炉出料螺旋机刮刀寿命的方法。
技术实现思路
1、本发明的目的是为了克服上述现有技术存在的缺陷而提供一种延长转底炉出料螺旋机刮刀寿命的方法。
2、本发明解决其技术问题是采用以下技术方案来实现的。
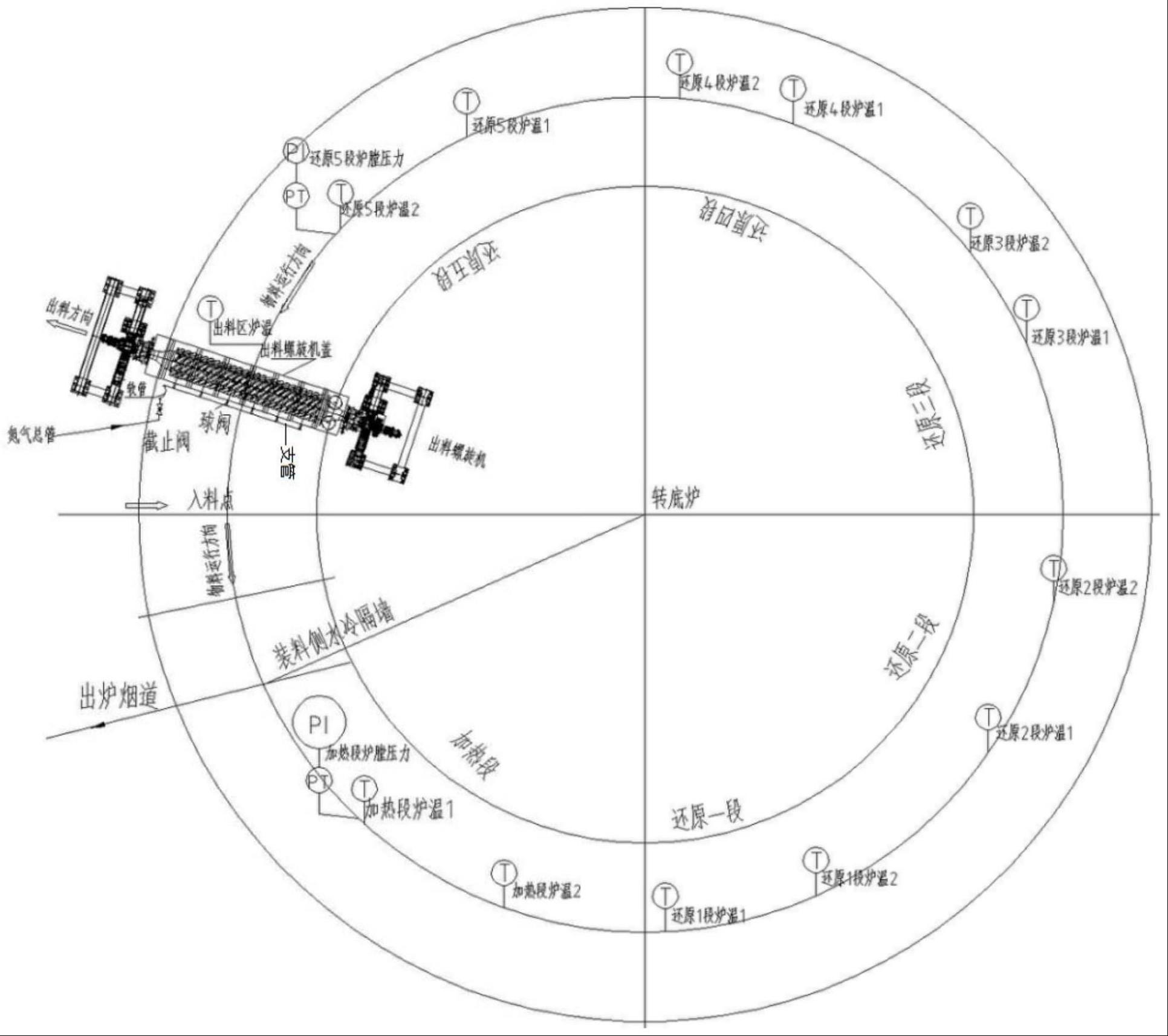
3、本发明实施例提供一种延长转底炉出料螺旋机刮刀寿命的方法,将转底炉沿物料行进方向分为加热区、n段还原区以及出料区,并将转底炉沿物料行进方向的还原n区的煤气烧嘴关闭,关小空气烧嘴开度,再合理控制空燃比,控制加热区至还原n-1区的温度逐步升高以使球团在还原n-1区内完成还原反应,在还原n区将球团中剩余的碳燃完,最终得到合格的成品金属化球团,并使出料螺旋机刮刀使用温度处于合理温度控制范围内。
4、本发明具有以下有益效果:
5、本发明提供的一种延长转底炉出料螺旋机刮刀寿命的方法,通过控制转底炉还原温度优化转底炉燃烧工艺使出料螺旋机刮刀使用温度在合理控制范围内,以及在转底炉出料螺旋机盖上增加氮气气冷装置使刮刀与刮刀间隙不易结料,从而避免结渣腐蚀出料螺旋刮刀,最终延长出料螺旋刮刀的使用寿命。
技术特征:
1.一种延长转底炉出料螺旋机刮刀寿命的方法,所述转底炉沿物料行进方向分为加热区、n段还原区以及出料区,其特征在于,其包括:将所述转底炉沿物料行进方向的还原n区的煤气烧嘴关闭,关小空气烧嘴开度,再合理控制空燃比,控制加热区至还原n-1区的温度逐步升高以使球团在还原n-1区内完成还原反应,在还原n区将所述球团中剩余的碳燃完,最终得到合格的成品金属化球团,并使出料螺旋机刮刀使用温度处于合理温度控制范围内。
2.根据权利要求1所述的方法,其特征在于,将所述转底炉沿物料行进方向分为1个加热区、5个还原区以及1个出料区;
3.根据权利要求2所述的方法,其特征在于,控制空燃比如下:将还原5区的煤气烧嘴关闭,空气烧嘴开度调整为20%-30%,控制加热区、还原1区和还原2区的空燃比为2:1,还原3区和还原4区的空燃比为3:1。
4.根据权利要求2所述的方法,其特征在于,控制加热区至还原4区的温度如下:加热区的温度在1060-1100℃,还原1区温度在1120-1150℃,还原2区温度控制在1180-1200℃,还原3区温度在1230-1250℃,还原4区温度在1255-1260℃。
5.根据权利要求2所述的方法,其特征在于,控制还原5区和出料区的温度如下:还原5区温度在1140-1150℃,出料区的温度在990-1000℃。
6.根据权利要求2所述的方法,其特征在于,所述转底炉的煤气压力值为7kpa以上,煤气热值为8500cal/nm3以上。
7.根据权利要求1所述的方法,其特征在于,还包括:在转底炉出料螺旋机盖上设置氮气气冷装置;
8.根据权利要求7所述的方法,其特征在于,所述氮气总管通过截止阀与所述氮气气冷管连接,所述氮气气冷管通过球阀与所述螺旋机盖连接;
9.根据权利要求7所述的方法,其特征在于,所述氮气气冷装置使用时将所述截止阀全开,现场根据所述出料区的温度,微调所述支管上球阀开度为5%-10%,即可。
10.根据权利要求7所述的方法,其特征在于,所述氮气总管的氮气压力值在6-7kpa及以上。
技术总结
本发明公开了一种延长转底炉出料螺旋机刮刀寿命的方法,属于转底炉出料螺旋机技术领域。通过控制转底炉还原温度优化转底炉燃烧工艺使出料螺旋机刮刀使用温度在合理控制范围内,同时在转底炉出料螺旋机盖上增加氮气气冷装置,使刮刀与刮刀间隙不易结料,从而避免结渣腐蚀出料螺旋刮刀,最终延长出料螺旋机刮刀的使用寿命。
技术研发人员:李见明,李华锋,彭福成,李卫国,许先发,龙芳菊,郑兴梁,罗剑锋,杨家旺,叶允海
受保护的技术使用者:广东华欣环保科技有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!