一种机械装配封装热管及其制造方法与流程
本发明涉及管状散热器,尤其涉及一种机械装配封装热管及其制造方法。
背景技术:
1、随着现代技术的不断进步,人们对散热设备的要求越来越高。对于热流密度较大的设备,经常需要使用相变传热器件进行散热。其中热管被广泛应用于航空航天,电力机车等领域。
2、热管技术是1963年美国洛斯阿拉莫斯(losalamos)国家实验室的乔治格罗佛(george grover)发明的一种称为“热管”的传热元件,它充分利用了热传导原理与相变介质的快速热传递性质,透过热管将发热物体的热量迅速传递到热源外。
3、一般热管由管壳、吸液芯和端盖组成。热管内部是被抽成负压状态,充入适当的液体,这种液体沸点低,容易挥发。管壁有吸液芯,其由毛细多孔材料构成。热管一端为蒸发端,另外一端为冷凝端,当热管一端受热时,毛细管中的液体迅速汽化,蒸气在热扩散的动力下流向另外一端,并在冷端冷凝释放出热量,液体再沿多孔材料靠毛细作用流回蒸发端,如此循环不止,直到热管两端温度相等(此时蒸汽热扩散停止)。这种循环是快速进行的,热量可以被源源不断地传导开来。
4、传统热管的封装多基于焊接技术,需要在高温环境下进行焊接。这就可能会造成较大的能源消耗与较高的成本。除此之外,高温环境对热管内部某些表面功能结构,如疏水表面结构,也会有较大的影响,可能会熔化某些功能结构。
5、为了避免高温对热管内部功能结构的破坏,现有技术开发出了热管冷焊工艺。但是冷焊工艺存在成本高,效率低的缺点,在生产实际中应用较少。除此之外,还有利用聚合物受热胶粘的特点开发出相应的聚合物热管制造与封装技术。但是由于聚合物胶封存在气密性不佳的问题,同时聚合物在长期使用后也会产生杂气,因此聚合物热管寿命较短,技术仍不成熟。
6、通过机械装配封装热管可以较好地节省成本,提高效率,并且不需要经过高温焊接。机械装配封装在日常生活中的水管连接,水龙头安装等领域已经得到了广泛的应用,证明了该方法具有较好的密封性。因此,将该方法拓展到热管制造封装工艺是具有可行性的。
7、现需要一种机械装配封装热管及其制造方法,能够解决上述问题。
技术实现思路
1、本发明提供了一种机械装配封装热管及其制造方法,通过对现有散热设备进行技术改造,解决了现有热管制造封装工艺加工的成本较高,生成的密封热管产品密封寿命较短的问题。
2、为实现上述目的,本发明采用的技术方案是:
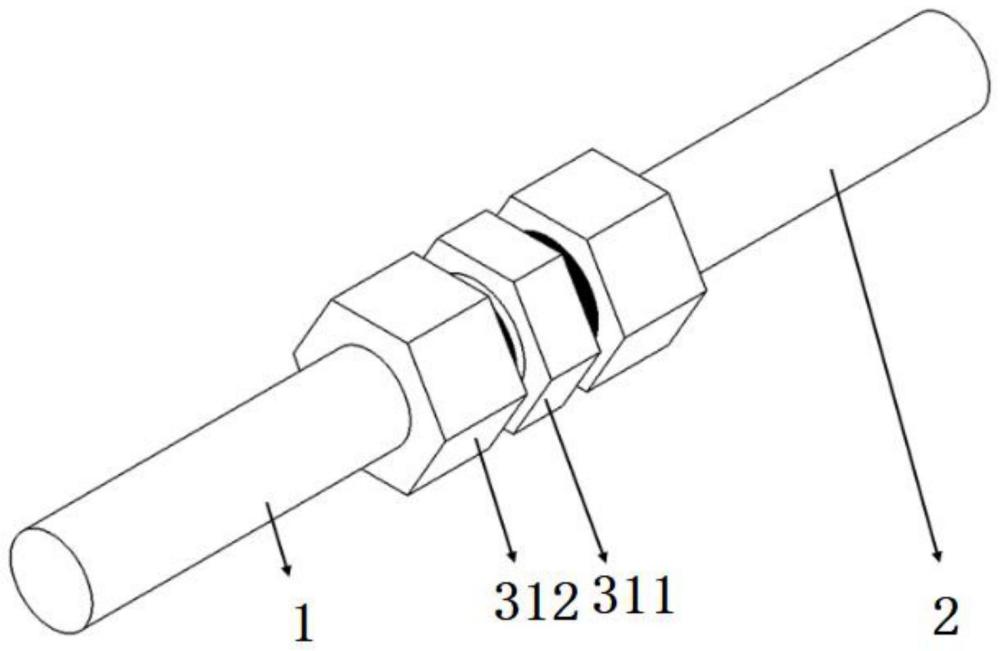
3、一种机械装配封装热管,包括热管上端、热管下端和机械装配对接组件,所述热管上端和热管下端之间依靠机械装配对接组件配合连接密封,所述热管上端和热管下端内设置有蒸汽腔,所述蒸汽腔内分布有工质,且热管上端内腔内壁设置有上层吸液芯,热管下端内壁设置有下层吸液芯。
4、优选的,所述机械装配对接组件包括卡套连接结构、螺纹连接结构或过盈配合结构。
5、优选的,所述上层吸液芯和下层吸液芯的类型包括沟槽吸液芯、丝网吸液芯、编织带吸液芯或上述吸液芯任意组合的复合吸液芯。
6、优选的,所述卡套连接结构包括卡套体、卡套螺母和卡环,所述卡套体中空设置,且所述卡套体向左右两侧延伸设置有安装槽位,热管上端和热管下端分别嵌入安装在卡套体两侧的安装槽位内,且热管上端和热管下端与安装槽位内壁之间抵触设置有卡环,所述安装槽位外侧壁设置有外螺纹,所述卡套螺母与安装槽位螺纹连接。
7、优选的,所述螺纹连接结构包括上端螺纹和下端螺纹,所述上端螺纹设置在热管上端内腔下侧位置的内壁上,所述热管下端内腔向外侧凸出设置有螺纹安装座,所述螺纹安装座外侧面设置有下端螺纹,所述螺纹安装座嵌入安装在热管上端内腔设置,且所述上端螺纹与下端螺纹相互螺纹连接。
8、优选的,所述过盈配合结构包括过盈安装座和过盈卡位,所述热管上端内腔下侧位置设置有过盈卡位,所述热管下端内腔向外侧凸出设置有过盈安装座,所述过盈安装座嵌入至热管上端与过盈卡位过盈配合设置。
9、一种机械装配封装热管的制造方法,包括以下步骤:
10、s1、加工蒸汽腔,截取热管上端与热管下端的胚料,加工出蒸汽腔;
11、s2、加工吸液芯,在热管上端与热管下端内侧加工出上层吸液芯和下层吸液芯;
12、s3、加工卡套连接结构,加工出与热管上端与热管下端相匹配的卡套连接结构,卡套连接结构包括卡套体,卡套螺母和卡环;
13、s4、抽真空,将热管上端与热管下端置入一个能冷冻并且能抽真空的设备中;
14、s5、安装放置工质,操作设备的机械手将冷冻后的工质置入热管下端的蒸汽腔中;
15、s6、装配固定,旋紧卡套螺母,通过卡套连接结构将热管上端与热管下端配合安装;
16、s7、产品质检,恢复设备中的压强和温度,取出封装好的热管并质检。
17、优选的,在步骤s1中,所述热管上端与热管下端中的蒸汽腔加工工艺包括钻孔或镗孔;
18、在步骤s3中所述热管上端与热管下端的螺纹加工的工艺包括车削或攻丝。
19、优选的,在步骤s5中,所述灌注的工质为导热液体材料。
20、优选的,在步骤s5中,工质经由冰冻固化处理或利用封装膜进行封装。
21、本发明的有益效果在于:
22、热管工作原理:热管受热侧吸收废气热量,并将热量传给管内工质(液态),工质吸收后以蒸发与沸腾的形式转变为蒸汽,蒸汽在压差作用下升至放热侧,同时凝结成液体放出汽化潜热,热量传给放热侧的冷流体,冷凝液依靠重力回流到受热侧,由于热管内部抽成真空,所以工质极易蒸发与沸腾,热管启动迅速。
23、由于传统的热管大多需要经过高温焊接进行封装,因此存在能源消耗较大,成本较高,效率较低的问题。除此之外,对于某些表面功能结构,例如疏水表面结构,其易受焊接时高温的影响而熔化,造成结构失效。虽然冷焊工艺可以使热管免于高温,但还是存在成本高,效率低等问题。
24、基于此,本发明提出的基于机械装配的封装方法能较好地克服上述问题。本发明通过机械配合能较好地实现密封同时使热管免于高温处理,既可以降低能源消耗和成本,提高生产效率,又可以保护热管内部的功能结构。
技术特征:
1.一种机械装配封装热管,其特征在于,包括热管上端、热管下端和机械装配对接组件,所述热管上端和热管下端之间依靠机械装配对接组件配合连接密封,所述热管上端和热管下端内设置有蒸汽腔,所述蒸汽腔内分布有工质,且热管上端内腔内壁设置有上层吸液芯,热管下端内壁设置有下层吸液芯。
2.根据权利要求1所述的一种机械装配封装热管,其特征在于,所述机械装配对接组件包括卡套连接结构、螺纹连接结构或过盈配合结构。
3.根据权利要求1所述的一种机械装配封装热管,其特征在于,所述上层吸液芯和下层吸液芯的类型包括沟槽吸液芯、丝网吸液芯、编织带吸液芯或上述吸液芯任意组合的复合吸液芯。
4.根据权利要求2所述的一种机械装配封装热管,其特征在于,所述卡套连接结构包括卡套体、卡套螺母和卡环,所述卡套体中空设置,且所述卡套体向左右两侧延伸设置有安装槽位,热管上端和热管下端分别嵌入安装在卡套体两侧的安装槽位内,且热管上端和热管下端与安装槽位内壁之间抵触设置有卡环,所述安装槽位外侧壁设置有外螺纹,所述卡套螺母与安装槽位螺纹连接。
5.根据权利要求2所述的一种机械装配封装热管,其特征在于,所述螺纹连接结构包括上端螺纹和下端螺纹,所述上端螺纹设置在热管上端内腔下侧位置的内壁上,所述热管下端内腔向外侧凸出设置有螺纹安装座,所述螺纹安装座外侧面设置有下端螺纹,所述螺纹安装座嵌入安装在热管上端内腔设置,且所述上端螺纹与下端螺纹相互螺纹连接。
6.根据权利要求2所述的一种机械装配封装热管,其特征在于,所述过盈配合结构包括过盈安装座和过盈卡位,所述热管上端内腔下侧位置设置有过盈卡位,所述热管下端内腔向外侧凸出设置有过盈安装座,所述过盈安装座嵌入至热管上端与过盈卡位过盈配合设置。
7.一种机械装配封装热管的制造方法,其特征在于,包括以下步骤:
8.根据权利要求7所述的一种机械装配封装热管的制造方法,其特征在于,在步骤s1中,所述热管上端与热管下端中的蒸汽腔加工工艺包括钻孔或镗孔;
9.根据权利要求7所述的一种机械装配封装热管的制造方法,其特征在于,在步骤s5中,所述灌注的工质为导热液体材料。
10.根据权利要求7所述的一种机械装配封装热管的制造方法,其特征在于,在步骤s5中,工质经由冰冻固化处理或利用封装膜进行封装。
技术总结
本发明提供了一种机械装配封装热管及其制造方法,热管包括热管上端、热管下端和机械装配对接组件,所述热管上端和热管下端之间依靠机械装配对接组件配合连接密封,所述热管上端和热管下端内设置有蒸汽腔,所述蒸汽腔内分布有工质,且热管上端内腔内壁设置有上层吸液芯,热管下端内壁设置有下层吸液芯。本发明通过机械配合能较好地实现密封同时使热管免于高温处理,既可以降低能源消耗和成本,提高生产效率,又可以保护热管内部的功能结构。
技术研发人员:钱彬,张仕伟,邵常焜,刘晓龙,汤勇
受保护的技术使用者:东莞市科发盛实业有限公司
技术研发日:
技术公布日:2024/2/6
- 还没有人留言评论。精彩留言会获得点赞!