板式换热器的制作方法
本技术涉及换热器,具体而言,涉及一种板式换热器。
背景技术:
1、目前,钎焊式板式换热器主要由上下端板、换热器板片及接口焊接而成,上下端板和换热器板片上均设置有翻边,工作人员需先将接口、上端板、换热器板片及下端板依次堆叠、压紧,再对各个翻边进行焊接,以完成钎焊式板式换热器的装配。
2、然而,由于上下端板和换热器板片的尺寸较大,在其加工过程中易发生轻微变形而导致其平面度降低,而较低的平面度不仅会导致上下端板和换热器板片、相邻的换热器板片之间的贴合位置处存在缝隙,还会导致上下端板和换热器板片、相邻的换热器板片在装配过程中的彼此的放置方向出现偏移,影响板式换热器的装配精度,进一步增大了缝隙的距离,进而导致板式换热器出现漏液现象,影响板式换热器的正常运行。
技术实现思路
1、本实用新型的主要目的在于提供一种板式换热器,以解决现有技术中板式换热器的端板和换热板片的平面度影响板式换热器的密封可靠性的问题。
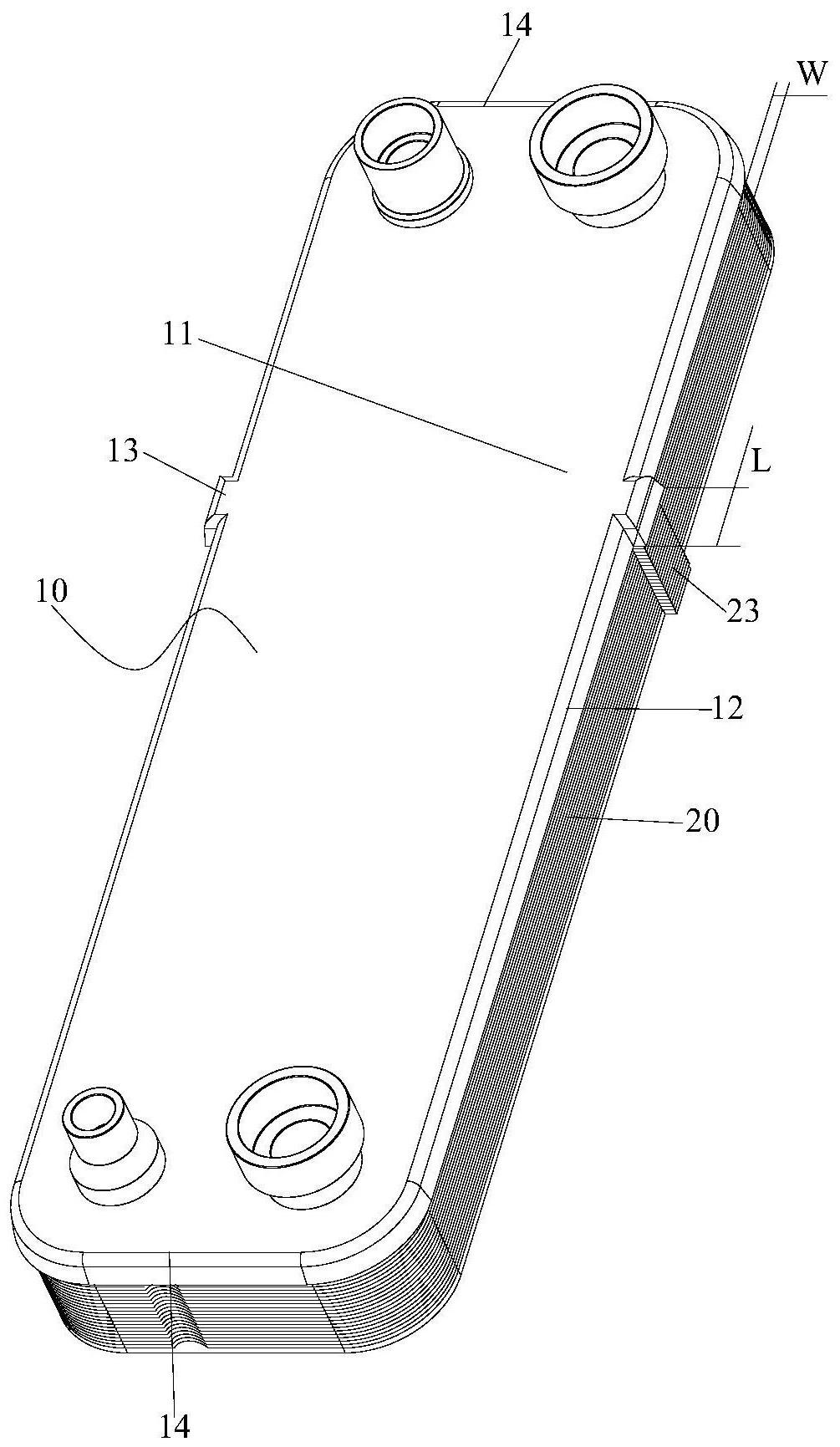
2、为了实现上述目的,本实用新型提供了一种板式换热器,包括:两个端板,各端板包括端板本体、第一翻边结构及第一耳部,第一翻边结构沿端板本体的周向设置,第一翻边结构的一部分向其外侧凸出以形成第一耳部,或者,第一耳部与第一翻边结构连接且位于第一翻边结构的外侧;多个换热板,设置在两个端板之间,各换热板包括换热板本体、第二翻边结构及第二耳部,第二翻边结构沿换热板本体的周向设置,第二翻边结构的一部分向其外侧凸出以形成第二耳部,或者,第二耳部与第二翻边结构连接且位于第二翻边结构的外侧;其中,沿板式换热器的厚度方向,相邻的第一翻边结构和第二翻边结构焊接,相邻的两个第二翻边结构之间焊接;相邻的两个第二耳部和/或相邻的第一耳部和第二耳部之间焊接。
3、进一步地,第一耳部为一个;或者,第一耳部为多个,多个第一耳部沿端板本体的周向间隔设置;和/或,第二耳部为一个;或者,多个第二耳部沿换热板本体的周向间隔设置;其中,多个第一耳部与多个第二耳部一一对应地设置。
4、进一步地,各端板具有第一基准面,第一基准面与端板的两个第一短边之间的距离一致;第一耳部为一组,该组第一耳部包括两个相对设置的第一耳部且该组第一耳部位于第一基准面的一侧;或者,第一耳部为多组,多组第一耳部沿端板的周向间隔设置,多组第一耳部关于第一基准面对称设置,各组第一耳部包括两个相对设置的第一耳部。
5、进一步地,各换热板具有第二基准面,第二基准面与换热板的两个第二短边之间的距离一致;第二耳部为一组,该组第二耳部包括两个相对设置的第二耳部且该组第二耳部位于第二基准面的一侧;或者,第二耳部为多组,多组第二耳部沿换热板的周向间隔设置,多组第二耳部关于第二基准面对称设置,各组第二耳部包括两个相对设置的第二耳部。
6、进一步地,在第一翻边结构的一部分向其外侧凸出以形成第一耳部时,第一耳部由该部分第一翻边结构冲压成型;和/或,在第二翻边结构的一部分向其外侧凸出以形成第二耳部时,第二耳部由该部分第二翻边结构冲压成型。
7、进一步地,第一耳部的板厚与第一翻边结构其余部分的板厚一致;和/或,第二耳部的板厚与第二翻边结构其余部分的板厚一致。
8、进一步地,第一耳部的横截面为多边形、或半圆形、或半椭圆形、或v形;和/或,第二耳部的横截面为多边形、或半圆形、或半椭圆形、或v形。
9、进一步地,第一耳部的宽度w大于或等于0.3mm,第一耳部的长度l大于或等于1mm;和/或,第二耳部的宽度w大于或等于0.3mm,第二耳部的长度l大于或等于1mm。
10、进一步地,各第一耳部和各第二耳部的宽度一致。
11、进一步地,其特征在于,各第一翻边结构朝向换热板的表面与第一耳部朝向换热板的表面平齐;第二翻边结构朝向端板的表面与第二耳部朝向端板的表面平齐;每相邻的两个换热板包括第一子换热板和第二子换热板,设置在第一子换热板上的第二翻边结构朝向第二子换热板的表面与设置在第一子换热板上的第二耳部朝向第二子换热板的表面平齐。
12、应用本实用新型的技术方案,板式换热器包括两个端板,各端板的第一翻边结构沿端板本体的周向设置,第一翻边结构的一部分向其外侧凸出以形成第一耳部,或者,第一耳部与第一翻边结构连接且位于第一翻边结构的外侧,以使第一耳部的形成方式更加灵活、多样。两个端板之间设置有多个换热板,各换热板的第二翻边结构沿换热板本体的周向设置,第二翻边结构的一部分向其外侧凸出以形成第二耳部,或者,第二耳部与第二翻边结构连接且位于第二翻边结构的外侧,以使第二耳部的形成方式更加灵活、多样。这样,在对板式换热器进行装配的过程中,工作人员需对沿板式换热器的厚度方向上的相邻的第一翻边结构和第二翻边结构之间、相邻的两个第二翻边结构之间、相邻的两个第二耳部和/或相邻的第一耳部和第二耳部之间均进行焊接,一方面增大了端板与换热板之间、相邻的两个换热板之间的焊接面积,进而提升了板式换热器的结构强度;另一方面扩大了焊接位置的范围,以确保端板和换热板的平面度,进而能够避免由于端板和换热板的平面度较低而导致焊接完成后的板式换热器出现漏液现象,解决了现有技术中板式换热器的端板和换热板片的平面度影响板式换热器的密封可靠性的问题,提升了板式换热器的运行稳定性和密封可靠性。同时,在板式换热器进行装配的过程中,上述设置确保端板和换热板的方向放置正确且处于合适位置,进而不会发生偏移,提升了端板与换热板之间、相邻的两个换热板之间的装配精度。
技术特征:
1.一种板式换热器,其特征在于,包括:
2.根据权利要求1所述的板式换热器,其特征在于,所述第一耳部(13)为一个;或者,
3.根据权利要求1所述的板式换热器,其特征在于,各所述端板(10)具有第一基准面,所述第一基准面与所述端板(10)的两个第一短边(14)之间的距离一致;
4.根据权利要求1所述的板式换热器,其特征在于,各所述换热板(20)具有第二基准面,所述第二基准面与所述换热板(20)的两个第二短边(24)之间的距离一致;
5.根据权利要求1所述的板式换热器,其特征在于,在所述第一翻边结构(12)的一部分向其外侧凸出以形成所述第一耳部(13)时,所述第一耳部(13)由该部分第一翻边结构(12)冲压成型;和/或,在所述第二翻边结构(22)的一部分向其外侧凸出以形成所述第二耳部(23)时,所述第二耳部(23)由该部分第二翻边结构(22)冲压成型。
6.根据权利要求5所述的板式换热器,其特征在于,所述第一耳部(13)的板厚与所述第一翻边结构(12)其余部分的板厚一致;和/或,所述第二耳部(23)的板厚与所述第二翻边结构(22)其余部分的板厚一致。
7.根据权利要求1所述的板式换热器,其特征在于,所述第一耳部(13)的横截面为多边形、或半圆形、或半椭圆形、或v形;和/或,所述第二耳部(23)的横截面为多边形、或半圆形、或半椭圆形、或v形。
8.根据权利要求1所述的板式换热器,其特征在于,
9.根据权利要求1所述的板式换热器,其特征在于,各所述第一耳部(13)和各所述第二耳部(23)的宽度一致。
10.根据权利要求1所述的板式换热器,其特征在于,
技术总结
本技术提供了一种板式换热器。板式换热器包括两个端板,各端板的第一翻边结构沿端板本体的周向设置,第一翻边结构的一部分向其外侧凸出以形成第一耳部或者第一耳部与第一翻边结构连接且位于第一翻边结构的外侧;各换热板的第二翻边结构沿换热板本体的周向设置,第二翻边结构的一部分向其外侧凸出以形成第二耳部,或者,第二耳部与第二翻边结构连接且位于第二翻边结构的外侧;沿板式换热器的厚度方向,相邻的第一翻边结构和第二翻边结构焊接,相邻的两个第二翻边结构焊接;相邻的两个第二耳部和/或相邻的第一耳部和第二耳部之间焊接。本技术解决了现有技术中板式换热器的端板和换热板片的平面度影响板式换热器的密封可靠性的问题。
技术研发人员:赵树男,李斌,罗建飞,李华松
受保护的技术使用者:珠海格力电器股份有限公司
技术研发日:20230112
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!