一种调压型轧辊加热炉装置的制作方法
本技术涉及钢铁冶金设备领域,尤其涉及一种调压型轧辊加热炉装置。
背景技术:
1、轧辊加热炉是轧钢厂必不可少的组成部分,轧辊加热炉由炉体、轧辊托架、轧辊运送小车、加热电阻丝、耐火砖、热电阻组成。某轧钢厂,加热轧辊电气回路由温度控制器和双向可控硅ssr1~ssr3构成,见图6、见图7。工作过程为:通过温度控制器rex-c800设定炉内温度t1,通过pt100实时采集加热炉内的温度,当加热炉内的温度与设定温度t1存在一定的偏差时,温度控制器给双向可控硅ssr1~ssr3发出导通信号,加热电阻丝r1~r3加热;加热炉内的温度达到设定温度t1后,温度控制器给双向可控硅ssr1~ssr3发出断开脉冲信号,加热电阻丝r1~r3停止加热,上述电气回路存在以下缺陷:
2、1.加热电阻丝的工作电压不可调节,为恒功率加热,当接近设定温度t1时,加热电阻丝仍然快速进行加热,超过设定温度t1后才能停止加热;
3、2.温度控制器不能设定温度t1的区间范围,只要加热炉内的温度低于设定温度t1,就会立即启动加热电阻丝进行加热,只要加热炉内的温度高于设定温度t1,就会立即停止加热电阻丝进行加热,出现反复频繁启停加热炉电阻丝;影响加热电阻丝使用寿命,给生产带来安全隐患。
技术实现思路
1、本实用新型的目的是提供一种调压型轧辊加热炉装置,使得加热电阻丝的工作电压可调,解决了加热电阻丝频繁起停的问题。
2、为实现上述目的,本实用新型通过以下技术方案实现:
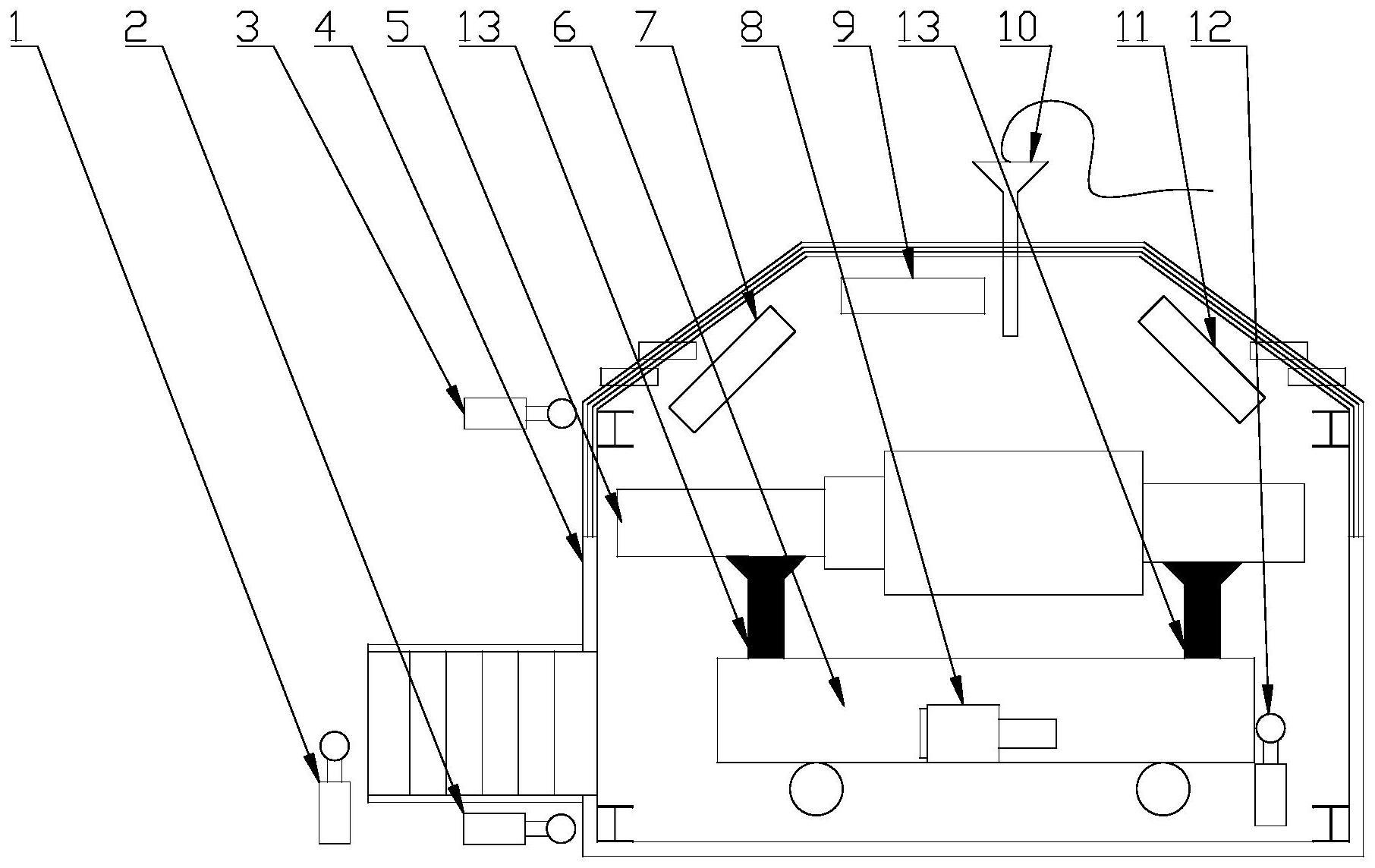
3、一种调压型轧辊加热炉装置,包括炉门、轧辊、轧辊运送小车、小车电机,轧辊与轧辊运送小车通过托架连接,小车电机与轧辊运送小车连接,还包括行程开关一、行程开关二、限位开关一、限位开关二、加热电阻丝、热电阻、主回路、控制回路,炉门上端和炉门下端分别设置有限位开关一和限位开关二,轧辊运送小车的前进方向和轧辊运送小车后退方向分别设置有行程开关一和行程开关二,加热炉内部的顶端设置有加热电阻丝和热电阻;小车电机和加热电阻丝与主回路连接,行程开关一、行程开关二、限位开关一、限位开关二、热电阻均与控制回路连接,主回路与控制回路连接,主回路包括控制器一,加热电阻丝与控制器一通过端口连接。
4、主回路包括主回路一,加热电阻丝包括加热电阻丝r1、加热电阻丝r2、加热电阻丝r3,主回路一包括加热电阻丝r1、加热电阻丝r2、加热电阻丝r3、断路器qk,加热电阻丝r1、加热电阻丝r2、加热电阻丝r3首尾连接成三角形,控制器一的电源输出端与三角形的三个顶点a、b、c连接,控制器一的电源输入端通过断路器qk与交流电源一连接。
5、控制器一为可控硅调压器scr。
6、主回路还包括主回路二,小车电机与主回路二连接,主回路二包括与小车电机依次连接的过热继电器fr、正转接触器km1、接触器km3、隔离开关qk、熔断器fu1,主回路二还包括反转接触器km2,正转接触器km1的主触点连接在三相交流电源一与小车电机之间构成正转连接方式,反转接触器km2的主触点连接在三相交流电源一与小车电机之间构成反转连接方式。
7、控制回路包括控制回路一和控制回路二,控制回路一和控制回路二连接,控制回路二的输入端与交流电源二连接,控制回路二包括支路a、支路b、支路c、继电器ka5的常闭触点,继电器ka5的常闭触点和支路a串联连接,支路a、支路b、支路c并联连接,支路a包括串联连接的继电器ka3的常开触点、继电器ka4的常闭触点、接触器km2的常闭辅助触点一、接触器km1的线圈,支路b包括串联连接的继电器ka4的常开触点、继电器ka3的常闭触点、接触器km1的常闭辅助触点一、接触器km2的线圈,支路c包括串联连接的支路d和接触器km3的线圈,支路d和支路e并联连接,支路d包括串联连接的接触器km1的常开辅助触点和接触器km2的常闭辅助触点二,支路e包括串联连接的接触器km2的常开辅助触点和接触器km1的常闭辅助触点二;
8、控制回路一包括控制单元,控制单元包括控制器二和触摸屏,控制器二包括cpu、模拟量输入模块、模拟量输出模块、通讯模块,触摸屏与通讯模块通过通讯端口连接,cpu、模拟量输入模块、模拟量输出模块、通讯模块通过通讯端口连接,cpu的电源输入端口与交流电源二连接,行程开关一、行程开关二、限位开关一、限位开关二与cpu的数字量输入端口连接,控制器一的模拟量输入端口与模拟量输出模块的端口连接,热电阻与模拟量输入模块的端口连接,继电器ka1的线圈~继电器ka5的线圈与cpu的数字量输出端口连接。
9、还包括电磁阀d1和电磁阀d2,电磁阀d1用于驱动炉门上升,电磁阀d2用于驱动炉门下降,电磁阀d1与继电器ka1的常开触点串联连接,电磁阀d2与继电器ka2的常开触点串联连接。
10、控制器二为plc。
11、与现有技术相比,本实用新型的有益效果是:
12、1.采用可控硅调压器scr与加热电阻丝连接,使得加热电阻丝的工作电压可调;
13、2.a相电流表、b相电流表、c相电流表设置在柜门上,用于显示加热电阻丝r1、加热电阻丝r2、加热电阻丝r3的工作电流,方便操作人员随时掌握轧辊的加热温度;
14、3.操作人员通过触摸屏启停加热电阻丝、轧辊运送小车、电磁阀d1、电磁阀d2,通过触摸屏实时查看设备运行状态,操作简单,易于维护;
15、4.改造成本低,易于实现。
技术特征:
1.一种调压型轧辊加热炉装置,包括炉门、轧辊、轧辊运送小车、小车电机,轧辊与轧辊运送小车通过托架连接,小车电机与轧辊运送小车连接,其特征在于,还包括行程开关一、行程开关二、限位开关一、限位开关二、加热电阻丝、热电阻、主回路、控制回路,炉门上端和炉门下端分别设置有限位开关一和限位开关二,轧辊运送小车的前进方向和轧辊运送小车后退方向分别设置有行程开关一和行程开关二,加热炉内部的顶端设置有加热电阻丝和热电阻;小车电机和加热电阻丝与主回路连接,行程开关一、行程开关二、限位开关一、限位开关二、热电阻均与控制回路连接,主回路与控制回路连接,所述的主回路包括控制器一,加热电阻丝与控制器一通过端口连接。
2.根据权利要求1所述的一种调压型轧辊加热炉装置,其特征在于,所述的主回路包括主回路一,所述的加热电阻丝包括加热电阻丝r1、加热电阻丝r2、加热电阻丝r3,主回路一包括加热电阻丝r1、加热电阻丝r2、加热电阻丝r3、断路器qk,加热电阻丝r1、加热电阻丝r2、加热电阻丝r3首尾连接成三角形,所述的控制器一的电源输出端与三角形的三个顶点a、b、c连接,所述的控制器一的电源输入端通过断路器qk与交流电源一连接。
3.根据权利要求2所述的一种调压型轧辊加热炉装置,其特征在于,所述的控制器一为可控硅调压器scr。
4.根据权利要求1所述的一种调压型轧辊加热炉装置,其特征在于,所述的主回路还包括主回路二,所述的小车电机与主回路二连接,主回路二包括与小车电机依次连接的过热继电器fr、正转接触器km1、接触器km3、隔离开关qk、熔断器fu1,主回路二还包括反转接触器km2,正转接触器km1的主触点连接在三相交流电源一与小车电机之间构成正转连接方式,反转接触器km2的主触点连接在三相交流电源一与小车电机之间构成反转连接方式。
5.根据权利要求1所述的一种调压型轧辊加热炉装置,其特征在于,所述的控制回路包括控制回路一和控制回路二,控制回路一和控制回路二连接,控制回路二的输入端与交流电源二连接,控制回路二包括支路a、支路b、支路c、继电器ka5的常闭触点,继电器ka5的常闭触点和支路a串联连接,支路a、支路b、支路c并联连接,支路a包括串联连接的继电器ka3的常开触点、继电器ka4的常闭触点、接触器km2的常闭辅助触点一、接触器km1的线圈,支路b包括串联连接的继电器ka4的常开触点、继电器ka3的常闭触点、接触器km1的常闭辅助触点一、接触器km2的线圈,支路c包括串联连接的支路d和接触器km3的线圈,支路d和支路e并联连接,支路d包括串联连接的接触器km1的常开辅助触点和接触器km2的常闭辅助触点二,支路e包括串联连接的接触器km2的常开辅助触点和接触器km1的常闭辅助触点二;
6.根据权利要求5所述的一种调压型轧辊加热炉装置,其特征在于,还包括电磁阀d1和电磁阀d2,电磁阀d1用于驱动炉门上升,电磁阀d2用于驱动炉门下降,电磁阀d1与继电器ka1的常开触点串联连接,电磁阀d2与继电器ka2的常开触点串联连接。
7.根据权利要求5所述的一种调压型轧辊加热炉装置,其特征在于,所述的控制器二为plc。
技术总结
本技术涉及一种调压型轧辊加热炉装置,炉门上端和炉门下端分别设置有限位开关一和限位开关二,轧辊运送小车的前进方向和轧辊运送小车后退方向分别设置有行程开关一和行程开关二,加热炉内部的顶端设置有加热电阻丝和热电阻;小车电机和加热电阻丝与主回路连接,行程开关一、行程开关二、限位开关一、限位开关二、热电阻均与控制回路连接。本技术的优点是:采用可控硅调压器SCR与加热电阻丝连接,使得加热电阻丝的工作电压可调;A相电流表、B相电流表、C相电流表设置在柜门上,用于显示加热电阻丝工作电流,方便维护人员随时掌握轧辊的加热温度;操作人员通过触摸屏启停加热电阻丝、轧辊运送小车、电磁阀D1、电磁阀D2。
技术研发人员:章琳
受保护的技术使用者:鞍山紫竹科技型钢有限公司
技术研发日:20230420
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!