一种内置中空涡产生器的微直肋式组合强化换热管
本技术涉及一种内置中空涡产生器的微直肋式组合强化换热管。
背景技术:
1、内置中空涡产生器的微直肋式组合强化换热管可以应用于航空、航天、能源、材料等工业领域。管壳式换热器具有结构简单、安全耐用,且能够在高温高压工作环境下安全运行的特点,在换热管内置入内插件能够强化管内的对流换热,尤其对管内工质为高粘度流体或低雷诺数流体更为有效。改变光滑圆管为微直肋式换热管,可以增大换热管的换热面积,管内置入内插件,会产生二次流,从而加强通道内壁面和核心流动区域冷热流体的掺混程度,达到强化通道换热效率的目的。内置中空涡产生器的微直肋式组合强化换热管包含微直肋式换热管和中空涡产生器两个元件。
2、本实用新型专利的目的就是克服现有强化换热技术的不足,通过将微直肋式换热管和中空涡产生器组合在一起,制备出一种换热效率高且应用广泛的强化组合换热管。
技术实现思路
1、鉴于现有管式换热器的种种不足,本发明的目的是提出一种内置中空涡产生器的微直肋式组合强化换热管。其强化换热的原理是增大换热面积的同时产生二次流,加强冷热流体的掺混程度,达到强化换热的目的。
2、为了达到上述目的,本实用新型采用的技术方案是。
3、设计一种微直肋式强化换热管,即在光滑圆管壁上通过滚压冷加工处理在管子内表面形成微直肋。其特征在于:所述微直肋式强化换热管是在光滑圆形换热管内表面滚压冷加工出微直肋,每个微直肋沿周向均匀布置在换热管上,微直肋之间的间距和肋顶角相同。
4、上述的一种微直肋式强化换热管,所述微直肋式强化换热管的径向剖面为齿轮形截面,微直肋式强化换热管的轴向剖面为平行轴线的直线束。微直肋的大小由微直肋的高度e、肋顶角θ和微直肋的牙数n确定。
5、上述的一种中空型涡产生器,中空涡产生器是在铝制平片的基础上裁去部分材料后,在靠近换热管内壁处的涡产生器边缘保留两侧作为连接带,在连接带的两端各设置一个圆形支撑环,再沿轴向扭转而成,其轴向长度与微直肋式强化换热管等长。
6、上述的一种内置中空涡产生器的微直肋式组合强化换热管是将中空扭曲涡产生器置入到微直肋式强化换热管中。中空涡产生器的轴向长度与换热管的长度等长,亦或稍短于换热管。γ和β是中空涡产生器未扭转前的迎流形状角和背流形状角,中空涡产生器在扭曲之前的形状决定角β,γ范围分别为90°~155°,115°~25°。根据迎流形状角β和背流形状角γ的不同可以裁剪出不同形状的中空涡产生器,如:γ=β为等腰梯形中空涡产生器、γ=β=90°为矩形中空涡产生器、γ=90°为直角梯形中空涡产生器,γ=180°-β为平行四边形中空涡产生器。
7、本实用新型的技术效果主要体现在:
8、(1)本实用新型中换热管在管体上加工形成微直肋,增大了换热管的换热面积,每个微直肋均匀的布置在管壁上。
9、(2)本实用新型的中空涡产生器,会诱导产生二次流,从而加强通道内壁面和核心流动区域冷热流体的掺混程度,且相比扭带,中空涡产生器能够有效降低流体的形体阻力和流动阻力,使换热效率得到提升。
技术特征:
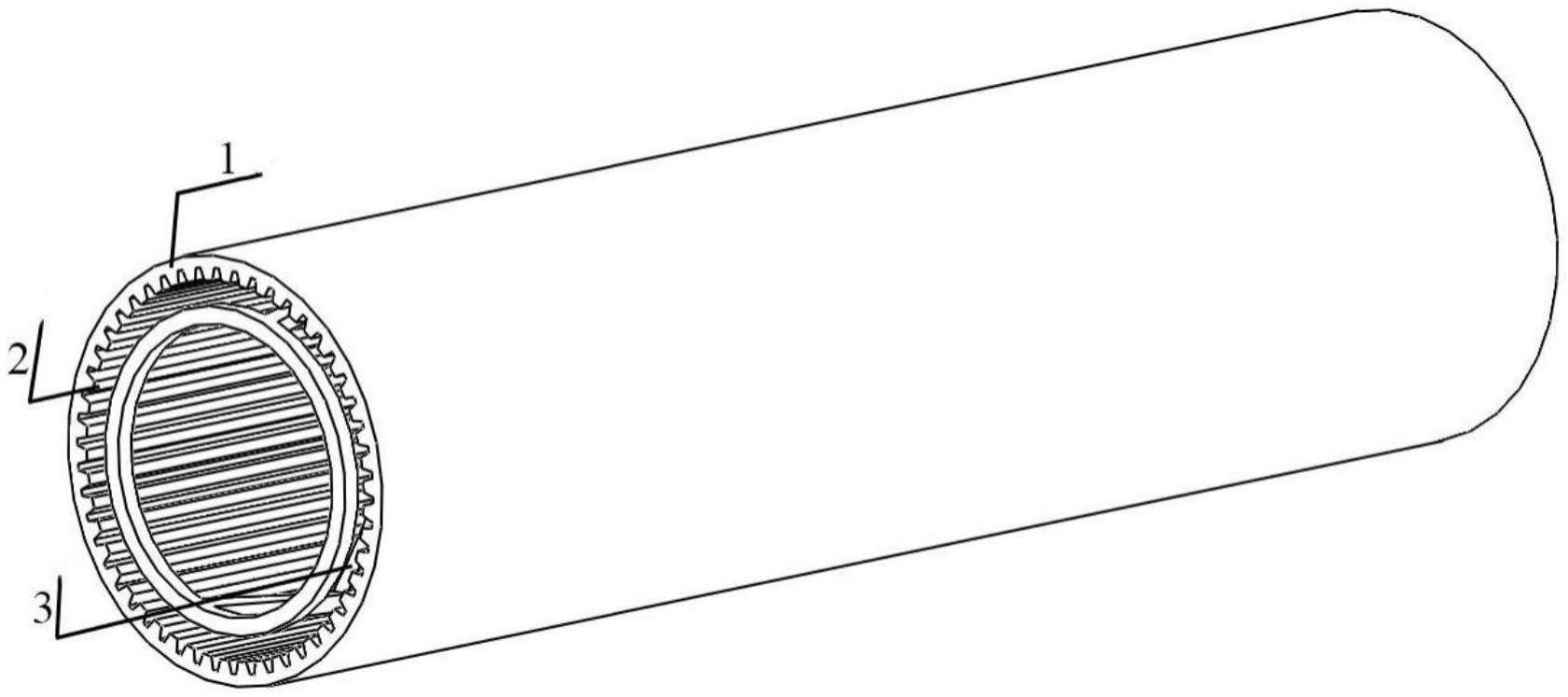
1.一种内置中空涡产生器的微直肋式组合强化换热管,包括:微直肋式强化换热管(1)和中空涡产生器(2),其特征在于:在光滑圆管内壁面采用滚压冷加工技术后,形成微直肋式换热管(1),在管内置入中空涡产生器(2),将二者结合成一种组合强化换热管。
2.根据权利要求1所述的一种内置中空涡产生器的微直肋式组合强化换热管,其特征在于:所述微直肋式强化换热管(1)是在光滑圆管内壁面采用滚压冷加工技术形成微直肋(3),沿周向均匀布置在换热管上,微直肋(3)之间的间距和肋顶角相同。
3.根据权利要求1所述的一种内置中空涡产生器的微直肋式组合强化换热管,其特征在于:所述微直肋式强化换热管(1)的径向剖面为齿轮形截面,微直肋式强化换热管(1)的轴向剖面为平行轴线的直线束。
4.根据权利要求1所述的一种内置中空涡产生器的微直肋式组合强化换热管,其特征在于:所述中空涡产生器(2)是在铝制平片的基础上裁去部分材料后,在靠近换热管内壁处的涡产生器边缘保留两侧作为连接带(4),在连接带(4)的两端各设置一个圆形支撑环(5),沿轴向扭转而成,其轴向长度与微直肋式强化换热管(1)等长。
技术总结
本技术涉及一种内置中空涡产生器的微直肋组合强化换热管,其中包括:微直肋式强化换热管和中空涡产生器;微直肋式强化换热管是在光滑圆形换热管内表面滚压冷加工出微直肋,增大了换热管的换热面积,每个微直肋小而紧密的布置在管壁上,中空涡产生器是在铝制平片的基础上裁去部分材料后,在靠近换热管内壁处的涡产生器边缘保留两侧作为连接带,在连接带的两端各设置一个圆形支撑环,沿轴向扭转而成,其轴向长度与微直肋式强化换热管等长,在换热管内置入的中空涡产生器会产生二次流,从而加强通道内壁面和核心流动区域冷热流体的掺混程度,将增大换热面积和置入扰流元件这两种强化换热技术相结合,起到组合强化换热的作用。
技术研发人员:张航敏,杨静,林志敏,张金龙,王潇芹
受保护的技术使用者:兰州交通大学
技术研发日:20230510
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!