一种矿热炉用组合式水冷底部环的制作方法
本技术涉及冶炼设备领域,具体为一种矿热炉用组合式水冷底部环。
背景技术:
1、矿热炉底部环安装在组合式电极把持器的下端,是电极把持器的重要部件之一;底部环的主要作用是阻止高温烟气对电极把持器内部的导电管、接触元件等部件的烧蚀,对矿热炉的安全、经济运行具有重要意义。传统的矿热炉底部环普遍采用铸造工艺制作,铸件致密度较低且易出现砂眼、裂纹、夹渣和局部疏松等缺陷;这种铸件型式的底部环整体强度低而且有渗漏水的隐患,使用寿命短,对冶炼企业的正常生产带来很多不利影响。还有一种型式的底部环是采用在锻造铜板上先钻冷却水通孔后再用上、下组合模压弯成弧型再与其他零件焊接的方式制作,铜件之间的焊接过程常出现未焊透、未熔合的问题,而且易形成气孔和裂纹等焊接缺陷。这两种型式的矿热炉底部环均采用了纯铜材料制作,材料成本高;另外,由于制作方式中不可避免的问题,制作的矿热炉底部环缺陷较多、易泄露且使用寿命较短。
技术实现思路
1、为了解决以上两种型式的矿热炉底部环存在的制造成本高和制作缺陷多等问题,本实用新型提出了一种矿热炉用组合式水冷底部环,由4~8个焊接底部环组合而成,采用奥氏体不锈钢材料06cr25ni20制作,底部环主体采用板材,在结构上增加了强化对流换热的翅板,在底部环外表面与高温烟气接触部分喷涂耐高温隔热保温涂料,很大程度减少了高温烟气对底部环的烧蚀;不锈钢材料06cr25ni20焊接质量容易保证,焊接缺陷少,降低了冷却水泄露的风险。
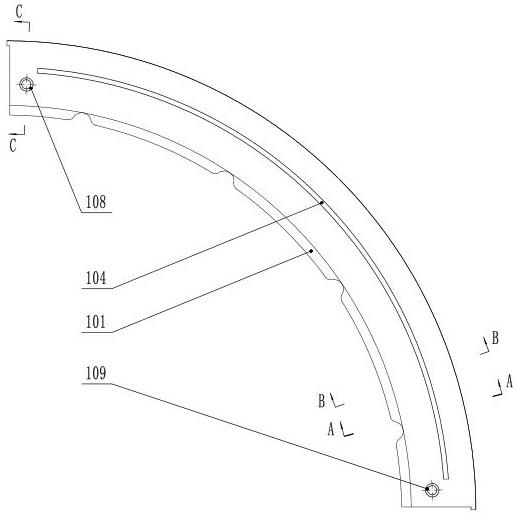
2、本实用新型采用的技术方案如下:一种矿热炉用组合式水冷底部环由4~8个焊接底部环(1)组合而成,每个焊接底部环(1)由底板(101)、外环弧形板(102)、盖板(103)、挡板(104)、翅板(105)、内环弧形板(106)、吊耳(107)、冷却水接口1(108)和冷却水接口2(109)焊接而成;底板(101)、外环弧形板(102)、盖板(103)、内环弧形板(106)和两端的吊耳(107)焊接在一起组成封闭的冷却水通道;多块翅板(105)的一个侧立面和底面分别焊接在外环弧形板(102)的内弧面与底板(101)上和内环弧形板(106)的外弧面与底板(101)上,增大了对流换热面积和底部环的刚度;冷却水接口1(108)和冷却水接口2(109)分别焊接在盖板(103)的两端靠近吊耳的位置;4~8个焊接底部环(1)组装成为组合式水冷底部环时,相邻焊接底部环(1)上的冷却水接口1(108)和冷却水接口2(109)首尾相接后再与外部循环冷却水管路相接或每个焊接底部环(1)上的冷却水接口1(108)和冷却水接口2(109)分别与外部循环冷却水管路相接;弧形挡板(104)焊接在盖板(103)的上表面上,对保护屏起到定位和支撑作用。
3、进一步地,焊接底部环(1)的所有组成零件均采用奥氏体不锈钢材料06cr25ni20制作。
4、进一步地,翅板(105)的底面与底板(101)的上表面焊接在一起,翅板(105)的一个侧立面与外环弧形板(102)的内弧面或内环弧形板(106)的外弧面焊接在一起,翅板(105)的另一个侧立面为自由侧立面;翅板(105)的上表面和盖板(103)的下表面之间不焊接,两个面之间的最大距离为1mm;翅板(105)的自由侧立面分别与相对的内环弧形板(106)的外弧面和外环弧形板(102)的内弧面之间及底板(101)的上表面和盖板(103)的下表面之间形成矩形截面冷却水通道,其截面积不小于冷却水接口1(108)和冷却水接口2(109)的截面积。
5、进一步地,翅板(105)在焊接底部环(1)的内部交错排列,相邻翅板(105)的一个侧立面分别焊接在外环弧形板(102)的内弧面或内环弧形板(106)的外弧面上。
6、进一步地,焊接底部环(1)的底板(101)、内环弧形板(106)和外环弧形板(102)的外部表面分别喷涂2~5mm厚度的zs-1型2000℃耐高温隔热保温涂料,减少高温烟气对底部环外表面的烧蚀;在定期或不定期的设备停机检修中,可以对焊接底部环(1)外部表面受损的耐高温隔热保温涂料进行补喷涂,进而延长底部环的使用寿命。
7、上述的一种矿热炉用组合式水冷底部环采用奥氏体不锈钢材料06cr25ni20制作,材料成本相对较低,焊接比较容易,焊接接头质量好,焊接缺陷少;不锈钢材料06cr25ni20的高温持久蠕变强度高,保证了矿热炉底部环在高温下的强度;采用本实用新型的矿热炉底部环一方面减少了制造成本,另一方面也降低了因底部环泄露等问题导致的停炉检修频率,减少了安全事故的发生,对矿热炉冶炼企业提高经济效益和安全生产具有显著的好处。
技术特征:
1.一种矿热炉用组合式水冷底部环,其特征在于:由4~8个焊接底部环(1)组合而成,每个焊接底部环(1)包括底板(101)、外环弧形板(102)、盖板(103)、挡板(104)、翅板(105)、内环弧形板(106)、吊耳(107)、冷却水接口1(108)和冷却水接口2(109);其中的底板(101)、外环弧形板(102)、盖板(103)、翅板(105)、内环弧形板(106)和吊耳(107)焊接在一起组成冷却水通道;冷却水接口1(108)和冷却水接口2(109)分别焊接在盖板(103)的两端靠近吊耳的位置;弧形挡板(104)焊接在盖板(103)的上表面上。
2.根据权利要求1所述的一种矿热炉用组合式水冷底部环,其特征在于:焊接底部环(1)的所有组成零件均采用奥氏体不锈钢材料06cr25ni20制作。
3.根据权利要求1所述的一种矿热炉用组合式水冷底部环,其特征在于:翅板(105)的底面与底板(101)的上表面焊接在一起,翅板(105)的一个侧立面与外环弧形板(102)的内弧面或内环弧形板(106)的外弧面焊接在一起,翅板(105)的另一个侧立面为自由侧立面。
4.根据权利要求1或3所述的一种矿热炉用组合式水冷底部环,其特征在于:翅板(105)的上表面和盖板(103)的下表面之间不焊接,两个面之间的最大距离为1mm;翅板(105)的自由侧立面分别与相对的内环弧形板(106)的外弧面和外环弧形板(102)的内弧面之间及底板(101)的上表面和盖板(103)的下表面之间形成矩形截面冷却水通道,其截面积不小于冷却水接口1(108)和冷却水接口2(109)的截面积。
5.根据权利要求1或3所述的一种矿热炉用组合式水冷底部环,其特征在于:翅板(105)在焊接底部环(1)的内部交错排列,相邻翅板(105)的一个侧立面分别焊接在外环弧形板(102)的内弧面或内环弧形板(106)的外弧面上。
6.根据权利要求1所述的一种矿热炉用组合式水冷底部环,其特征在于:焊接底部环(1)的底板(101)、内环弧形板(106)和外环弧形板(102)的外部表面分别喷涂2~5mm厚度的zs-1型2000℃耐高温隔热保温涂料。
技术总结
本技术公开了一种矿热炉用组合式水冷底部环,由4~8个焊接底部环组合而成,每个焊接底部环(1)包括底板(101)、外环弧形板(102)、盖板(103)、挡板(104)、翅板(105)、内环弧形板(106)、吊耳(107)、冷却水接口1(108)和冷却水接口2(109);其中的底板(101)、外环弧形板(102)、盖板(103)、翅板(105)、内环弧形板(106)和吊耳(107)焊接在一起组成冷却水通道;冷却水接口1(108)和冷却水接口2(109)分别焊接在盖板(103)的两端靠近吊耳的位置;弧形挡板(104)焊接在盖板(103)的上表面上;采用06Cr25Ni20材料制作,增加了强化对流换热的翅板,在底部环外表面与高温烟气接触部分喷涂耐高温隔热保温涂料,减少了高温烟气对底部环的烧蚀。
技术研发人员:王军惠,冯景龙,程刚
受保护的技术使用者:西安鹏远冶金设备有限公司
技术研发日:20230522
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!