一种避免长条制品中部下凹的烧结模具的制作方法
本技术涉及烧结模具,具体为一种避免长条制品中部下凹的烧结模具。
背景技术:
1、烧结模具是用于制造陶瓷、金属、玻璃等材料的特殊模具,主要用于在高温高压的条件下对材料进行烧结,制造出各种复杂的零部件和器具,烧结模具广泛应用于粉末冶金、陶瓷工艺和电子元件制造领域中,在利用烧结模具进行烧结制品的加工过程中,首先需要根据烧结制品的要求准备原料并进行混合,将原料放入模具中进行挤压或压制成型,最后将其放入烧结炉中,利用高温烧结出硬度高、韧性强的成品,为了提高烧结制品的质量和烧结效果,需要设计出结构合理,与烧结制品要求相符的烧结模具。
2、当烧结完成后需要对烧结模具进行冷却处理,冷却工艺能够使得制品结构结实牢固且形状完好,现有的冷却处理方法主要包括自然冷却和冷却液冷却两种,自然冷却的冷却效果较慢,而冷却液冷却的方式主要通过水或其他液体进行循环冷却,但由于长条制品在烧结过程中,其中部位置承受的压力和重量较大,且受到的温度和热应力较高,因此,长条制品中间位置和其他位置的初始温度存在一定差异,冷却液冷却的方式仅能对长条制品进行同时降温,难以降低长条制品中部位置与其他位置之间的温度差,导致长条制品中部容易出现下凹或开裂的情况发生。
技术实现思路
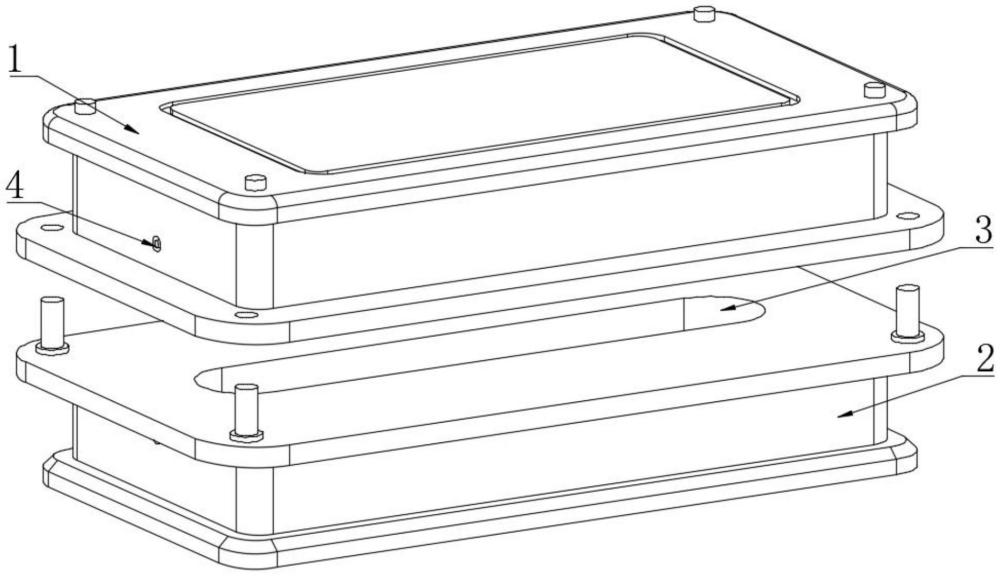
1、为弥补上述缺陷,本实用新型提供如下技术方案:一种避免长条制品中部下凹的烧结模具,包括上模具、下模具,所述下模具内设有压模腔,上模具及下模具内部均设置有对压模腔进行冷却的冷却机构;所述冷却机构包括设置模具主体内的冷却腔,冷却腔的正面形状为回字形,冷却腔内设置有循坏管道,循环管道内流通有冷却液,循环管道的进水口及出水口均穿出模具主体的侧面与水箱相连通。
2、作为优选,所述冷却腔上部分中间位置处设有容置腔,容置腔的正面截面形状为矩形,且容置腔的深度大于冷却腔。
3、作为优选,所述容置腔内的循环管道固定在容置腔的侧壁上,容置腔内的循环管道呈s形盘绕设置,用于对烧结制品表面均匀降温。
4、作为优选,所述压模腔内底面上固定有凸起,凸起的高度为压模腔深度的1/4~1/2,用于对长条制品的中间部位进行支撑,凸起与压模腔内壁的连接处设有圆弧线。
5、作为优选,所述压模腔内壁及凸起表面上均涂覆有耐高温抗粘涂层,耐高温抗粘涂层为硅树脂涂层,用于防止原材料与烧结模具内壁直接接触。
6、作为优选,所述下模具上表面设有四个呈矩形阵列排布的定位柱,上模具与定位柱相对应位置上设有定位孔。
7、有益效果
8、与现有技术相比,本实用新型提供了一种避免长条制品中部下凹的烧结模具,具备以下有益效果:
9、在利用烧结模具完成对长条制品的烧结后,通过向循环管道内注入冷却液,冷却液在循环管道内流动,与压模腔内的热量进行热交换,利用容置腔内设置的呈s形盘绕的管道,提高烧结制品中部位置的降温速度,降低长条制品表面不同位置间的温度差异,从而实现避免长条制品中部位置凹陷的效果,提高烧结质量。
技术特征:
1.一种避免长条制品中部下凹的烧结模具,包括上模具(1)、下模具(2),其特征在于:所述下模具(2)内设有压模腔(3),上模具(1)及下模具(2)内部均设置有对压模腔(3)进行冷却的冷却机构(4);
2.根据权利要求1所述的一种避免长条制品中部下凹的烧结模具,其特征在于:所述冷却腔(41)上部分中间位置处设有容置腔(43),容置腔(43)的正面截面形状为矩形,且容置腔(43)的深度大于冷却腔(41)。
3.根据权利要求2所述的一种避免长条制品中部下凹的烧结模具,其特征在于:所述容置腔(43)内的循环管道(42)固定在容置腔(43)的侧壁上,容置腔(43)内的循环管道(42)呈s形盘绕设置,用于对烧结制品表面均匀降温。
4.根据权利要求1所述的一种避免长条制品中部下凹的烧结模具,其特征在于:所述压模腔(3)内底面上固定有凸起(44),凸起(44)的高度为压模腔(3)深度的14~12,用于对长条制品的中间部位进行支撑,凸起(44)与压模腔(3)内壁的连接处设有圆弧线。
5.根据权利要求1所述的一种避免长条制品中部下凹的烧结模具,其特征在于:所述压模腔(3)内壁及凸起(44)表面上均涂覆有耐高温抗粘涂层,耐高温抗粘涂层为硅树脂涂层,用于防止原材料与烧结模具内壁直接接触。
6.根据权利要求1所述的一种避免长条制品中部下凹的烧结模具,其特征在于:所述下模具(2)上表面设有四个呈矩形阵列排布的定位柱(45),上模具(1)与定位柱(45)相对应位置上设有定位孔(46)。
技术总结
本技术涉及烧结模具技术领域,具体为一种避免长条制品中部下凹的烧结模具。包括上模具、下模具,所述下模具内设有压模腔,上模具及下模具内部均设置有对压模腔进行冷却的冷却机构;所述冷却机构包括设置模具主体内的冷却腔,冷却腔的正面形状为回字形,冷却腔内设置有循坏管道,循环管道内流通有冷却液,循环管道的进水口及出水口均穿出模具主体的侧面。解决了烧结过程中,长条制品中部位置的温度较高、承受压力较大,长条制品表面降温不均匀,中间位置与其他位置之间存在较大温度差异,导致长条制品表面中间位置容易出现下凹开裂的问题。
技术研发人员:熊伟,莫芝达,时配丰
受保护的技术使用者:安徽继胜磁性材料有限公司
技术研发日:20230705
技术公布日:2024/2/21
- 还没有人留言评论。精彩留言会获得点赞!