一种氢基竖炉烟道耐材施工方法与流程
本发明涉及氢基竖炉耐材施工,具体而言,涉及一种氢基竖炉烟道耐材施工方法。
背景技术:
1、氢基竖炉是一种利用氢气燃烧产生高温热能的工业炉类。它通常由一个燃烧室、一个燃烧器和一个烟道组成。氢气在燃烧室内燃烧,产生的高温热能用来加热工件。氢气在燃烧器内受到空气的压缩和加热,使其燃烧,燃烧后的气体经过烟道排出。
2、燃烧过程中产生的高温热能可以用来加热各种材料,如铸造、热处理、烧结等工艺,由于氢气燃烧时无毒碳气体的产生,因此氢基竖炉也被认为是环保型炉类。
3、氢基竖炉的燃烧效率很高,可以达到90%以上,燃烧温度也很高,可以达到3000℃以上。因此,氢基竖炉在高温热处理、烧结等工艺中具应用。
4、氢基竖炉是一种高效率、环保型的工业炉类,其原理是利用氢气在燃烧器中与空气反应产生高温热能,并将其传递给工件进行加热。氢基竖炉具有较高的燃烧效率和燃烧温度,并且不产生有害的碳气体,因此在高温热处理和烧结等工艺中具有广泛的应用。
5、由于燃烧温度高,氢基竖炉在运行过程中需要严格控制燃烧条件和炉内温度,并且需要设置适当的安全设备,以防止火灾和爆炸事故的发生,因此,炉内耐材的质量成为关键点。
6、氢基竖炉的烟道具有多种结构形式,有方形和圆形也有两者相结合的结构并且具有管道直径大、变径管多、弯管多、内衬为浇注设计等特点,现有烟道管分布线路复杂、结构形式多、支模难度大、内部空间小、材料运输困难、浇注需要大量的在管壳上开孔、工期和安全均得不到保证、质量也难以监控等缺点。
技术实现思路
1、鉴于此,本发明提出了一种氢基竖炉烟道耐材施工方法,旨在解决现有的烟道管分布线路复杂、结构形式多、支模难度大、内部空间小、材料运输困难、浇注需要大量的在管壳上开孔、工期和安全均得不到保证、质量也难以监控等问题。
2、本发明提出了一种氢基竖炉烟道耐材施工方法,其特征在于,包括:
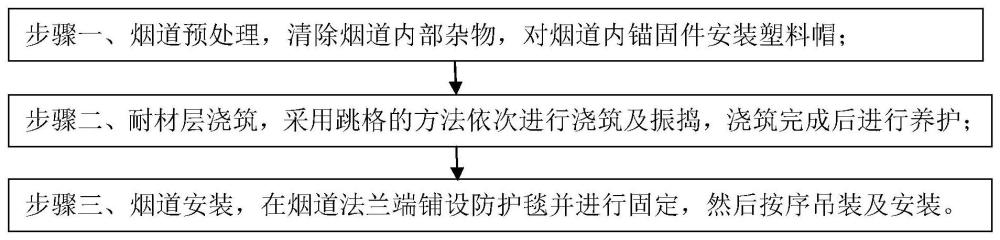
3、步骤一、烟道预处理,清除烟道内部杂物,对烟道内锚固件安装塑料帽;
4、步骤二、耐材层浇筑,采用跳格的方法依次进行浇筑及振捣,浇筑完成后进行养护;
5、步骤三、烟道安装,在烟道法兰端铺设防护毯并进行固定,然后按序吊装及安装。
6、进一步地,所述烟道预处理前,对烟道进行分段设计,并设置法兰,便于后续法兰连接。
7、进一步地,所述烟道预处理前,对烟道的尺寸及锚固件焊接进行检查。
8、进一步地,所述耐材层浇筑时,针对于方形烟道,按照底部-四周侧臂-顶部的顺序依次进行浇筑。
9、进一步地,所述耐材浇筑时,浇筑之后完成养护,再进行下一工序的浇筑及养护。
10、进一步地,所述耐材层浇筑时,针对圆形烟道分三次进行翻身浇注,首先浇注底部120°范围,养护完成后利用吊机将管道翻转120°,再对底部120°范围进行浇注,养护完成后利用吊机将管道再翻转120°,对此120°区域进行浇注,整根烟道管浇注完成。
11、进一步地,烟道圆形弯管浇注,利用设备运输支架,短管段垂直放置,长管段水平放置,再对短管段整体支模分块、跳格浇注,长管段则浇注下120°范围。
12、进一步地,烟道圆形弯管第一次浇注养护完成后,则利用吊机对管道进行侧放,对水平段底部区域浇注一次;养护完成后,再利用吊机将烟道管翻转180°,再对底部区域进行浇注;最后将管道翻转90°,短管段朝上放置,浇注最后剩余部分的水平管。
13、进一步地,耐材层浇筑时,所有烟道的浇筑端头与法兰面平齐。
14、进一步地,所述烟道吊装时,在吊装烟道的法兰端铺设纤维毯并对其进行固定。
15、本发明提供的一种氢基竖炉烟道耐材施工方法,具有如下优势:为方形、圆形及两者相结合结构类烟道的耐材施工难点提供了很好的施工方法,技术可靠,使得该类施工内容能够顺利进行,确保施工质量的同时,大大缩短施工工期,以及降低安全风险。
技术特征:
1.一种氢基竖炉烟道耐材施工方法,其特征在于,包括:
2.根据权利要求1所述的氢基竖炉烟道耐材施工方法,其特征在于,所述烟道预处理前,对烟道进行分段设计,并设置法兰,便于后续法兰连接。
3.根据权利要求1所述的氢基竖炉烟道耐材施工方法,其特征在于,所述烟道预处理前,对烟道的尺寸及锚固件焊接进行检查。
4.根据权利要求1所述的氢基竖炉烟道耐材施工方法,其特征在于,所述耐材层浇筑时,针对于方形烟道,按照底部-四周侧臂-顶部的顺序依次进行浇筑。
5.根据权利要求4所述的氢基竖炉烟道耐材施工方法,其特征在于,所述耐材浇筑时,浇筑之后完成养护,再进行下一工序的浇筑及养护。
6.根据权利要求1所述的氢基竖炉烟道耐材施工方法,其特征在于,所述耐材层浇筑时,针对圆形烟道分三次进行翻身浇注,首先浇注底部120°范围,养护完成后利用吊机将管道翻转120°,再对底部120°范围进行浇注,养护完成后利用吊机将管道再翻转120°,对此120°区域进行浇注,整根烟道管浇注完成。
7.根据权利要求6所述的氢基竖炉烟道耐材施工方法,其特征在于,烟道圆形弯管浇注,利用设备运输支架,短管段垂直放置,长管段水平放置,再对短管段整体支模分块、跳格浇注,长管段则浇注下120°范围。
8.根据权利要求7所述的氢基竖炉烟道耐材施工方法,其特征在于,烟道圆形弯管第一次浇注养护完成后,则利用吊机对管道进行侧放,对水平段底部区域浇注一次;养护完成后,再利用吊机将烟道管翻转180°,再对底部区域进行浇注;最后将管道翻转90°,短管段朝上放置,浇注最后剩余部分的水平管。
9.根据权利要求2所述的氢基竖炉烟道耐材施工方法,其特征在于,耐材层浇筑时,所有烟道的浇筑端头与法兰面平齐。
10.根据权利要求1任一项所述的氢基竖炉烟道耐材施工方法,其特征在于,所述烟道吊装时,在吊装烟道的法兰端铺设纤维毯并对其进行固定。
技术总结
本发明提供了一种氢基竖炉烟道耐材施工方法,包括:步骤一、烟道预处理,清除烟道内部杂物,对烟道内锚固件安装塑料帽;步骤二、耐材层浇筑,采用跳格的方法依次进行浇筑及振捣,浇筑完成后进行养护;步骤三、烟道安装,在烟道法兰端铺设防护毯并进行固定,然后按序吊装及安装。该施工方法,为方形、圆形及两者相结合结构类烟道的耐材施工难点提供了很好的施工方法,技术可靠,使得该类施工内容能够顺利进行,确保施工质量的同时,大大缩短施工工期,以及降低安全风险。
技术研发人员:唐剑,唐万元,向茂盛,宋滔,首汉雨
受保护的技术使用者:上海宝冶冶金工程有限公司
技术研发日:
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!