一种折叠板式热交换器的制作方法
本发明属于热交换器设计与制造,涉及一种折叠成形板束及其构成的板壳式热交换器。
背景技术:
1、近年来,板式热交换器作为一种高端换热器,得到广泛的应用。尤其是在石油、石化、航空、航海、热电、光热电等诸多个领域,这主要归功于其突出的换热效率。然而,随着应用范围的扩大及时间的延申,人们也逐渐发现了板式热交换器存在的一些突出性问题。
2、板式热交换器的致命弱点之一是焊接板管的强度较低,无法承受高压。由于受加工工艺和材料的限制,目前市场上的板式热交换器,在高压条件下,极易出现漏流和破损的情况。因此它很难应用于一些特殊行业,如核电站。如此,改进板式热交换器的加工工艺及焊接技术将是未来发展的重点。
3、板式热交换器的维修和检修相对较为困难。由于结构的复杂性和部件之间的紧密连接,一旦出现故障或需要维护时,维修人员往往需要花费较长的时间和大量的精力进行拆卸和组装。这不仅增加了维修成本,还可能导致生产的中断和效率下降。因此,在设计板式热交换器时,需要考虑更易于维修和检修的结构和连接方式。
4、板式热交换器存在着漏流的问题。由于板与板之间以及板与壳体之间的连接存在刚性连接的形式,流体在通过热交换器时有可能发生泄漏。特别是在高温和高压下,漏流问题更加突出。因此,提高密封性和减少遗漏成为解决该问题的关键。
5、综上所述,尽管板式热交换器具有高效换热的优势,但其弱点也日益凸显,包括焊接板管的强度低、难以承受高压、维修难和容易发生遗漏等问题。要进一步推动板式热交换器在更多领域的应用,我们需要在技术上不断创新,解决这些问题,提高其可靠性和稳定性。只有克服这些细枝末节上的问题,才能使得板式热交换器在未来得到更广泛的应用和发展。
技术实现思路
1、本发明的目的在于解决现有技术板式热交换器存在的缺陷,提供一种性能优良、质量可靠、加工制造简单的折叠板式热交换器。
2、为此,本发明所采用的技术方案是:
3、省去传统加工方式板片的切割工序。首先,将成卷的钢材直接送上生产线,在铺开的板材上下两面依次焊接好压边条;其次,将其送入压力机进行冲压,在换热区形成凹凸波纹;再次,进行一正一反折叠,形成板叠;然后,在板叠的侧面施焊,形成一体式板叠;最后,在一体式板叠上焊接侧板、压紧板,形成板束。继而形成一种全新结构的折叠板式热交换器。
4、一体式板叠由成卷钢材经压边条焊接、波纹板冲压、波纹板折弯以及板叠侧面施焊而来。板管间的焊接,其焊缝全部落在压边条所在的侧面上,相对板片与板片之间侧面的焊缝,厚度较厚的压边条间的焊缝,其焊缝覆盖面较宽,因此焊缝更加结实可靠。
5、此种打开卷材、焊接压边条、冲压波纹板、折叠波纹板的工艺符合工厂的流水线作业,因此可以实现生产的自动化。
6、有益效果
7、板片无需切割,不但省去了切割工序,而且省去后续的板管端部的焊接工序。可见,本发明折叠板式热交换器节约时间、设备、材料、人力。
8、压边条的焊接协同板片的冲压、板叠的叠摞连续进行,便于实现生产的自动化。随着自动化的实现,一方面,产品的制造周期大大缩短,另一方面,板束的质量及可靠性同时得到极大地提高。
9、板管间的焊接,其焊缝全部落在压边条所在的侧面上,相对板片间侧面的焊缝,厚度较厚的压边条间的焊缝,其焊缝覆盖面较宽,因此焊缝更加结实可靠。
10、拉杆的施加提高了管箱的强度、刚度,另外由于拉杆的存在,提高了板束端部的可维修程度。板束端部由于要长期承受介质高压的冲刷,因此存在板片被侵蚀穿透的可能性,板片穿孔破坏后,传统的板束无法修复,只能堵上邻近的板管,这种做法相当于废弃了邻近板管的使用价值,造成设备换热效率的下降。
11、相对天圆地方结构的封头,半圆柱结构的封头,侧板连接部位上机械应力较小,因此半圆柱结构的封头的可靠性更好。通过大量的流场分析发现,天圆地方结构的封头与半圆柱结构的封头对流体流动的分布相差无几。因此本发明将半圆柱封头作为最终选定的结构。为了使流体的流动更加均匀合理,本发明采用分布板对流体进行分配。即分布板上设置若干均匀分布的孔径相同的小孔。
12、板束内两种介质的布置完全是纯逆流,因此换热效率高。
13、板束的加工制造工艺简单,便于推广应用。
技术特征:
1.一种折叠板式热交换器,主体结构由壳体(5)、上膨胀节(8)、上封头(2)、板束(1)、板管(4)、下封头(3)、下膨胀节(9)、加强筋板(6)构成,其特征在于,所述板束(1)由成卷钢材经压边条焊接、波纹板冲压、波纹板折弯以及板叠侧面施焊的流水线加工方式而成。板叠侧部板管间的焊接,其焊缝全部落在压边条所在的侧面上,相对板片间侧面的焊缝,厚度较厚的压边条间的焊缝,其焊缝覆盖面较宽,因此焊缝更加结实可靠;板叠端部板管间的焊接,可以将弧形凹坑用堆焊的方式填平,这样侧板的弧形部分可以取消,从而采用矩形形状的侧板,这样的处理有利于减小焊接的难度,同时还可以提高后续焊接的效率及质量。
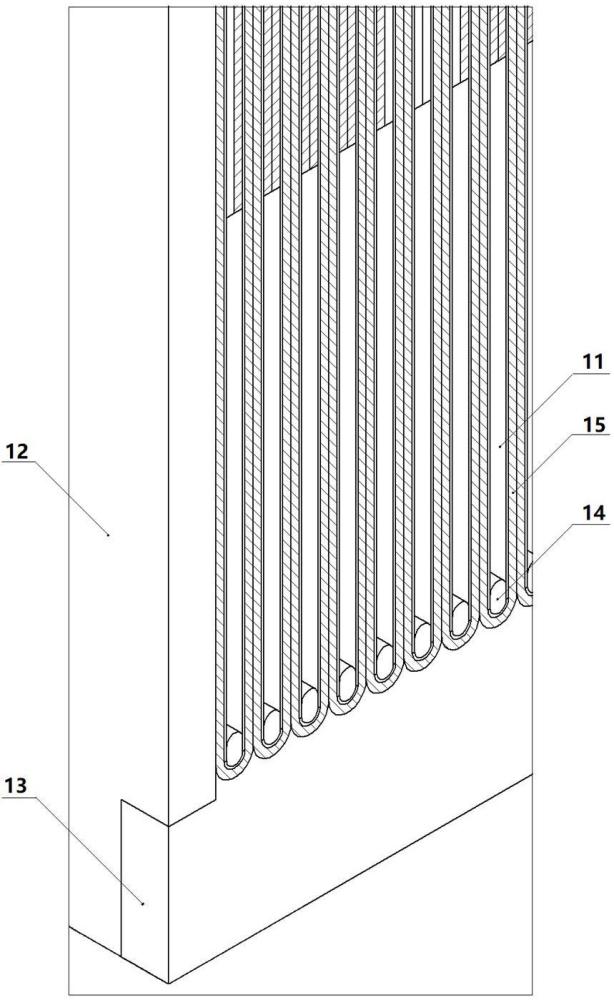
2.根据权利要求1所述的一种折叠板式热交换器,其特征在于,所述板束(1) 由折叠式波纹板片(11)、压紧板(12)、侧板(13)、拉杆(14)、压边条(15)构成。
3.根据权利要求1所述的一种折叠板式热交换器,其特征在于,所述拉杆(14)为扁圆柱结构,其端部焊接固定在侧板(13)上。
4.根据权利要求1所述的一种折叠板式热交换器,其特征在于,所述壳体(5)上开设甲介质进口接管(51)、甲介质出口接管(52)、乙介质进口接管(53)、乙介质出口接管(54)。
5.根据权利要求1所述的一种折叠板式热交换器,其特征在于,所述板束(1),位于板管(4)的上部者为外压板束,位于板管(4)的下部者为内压板束。
6.根据权利要求1所述的一种折叠板式热交换器,其特征在于,所述成卷钢材,其材质不限于钢铁、铝合金、钛合金、锆合金、铜合金等金属材料及非金属材料。
7.根据权利要求1所述的一种折叠板式热交换器,其特征在于,所述上封头(2)、下封头(3)也可以采用半圆柱封头+分布板结构。即分布板上设置若干均匀分布的孔径相同的小孔。
技术总结
一种折叠板式热交换器,属于热交换器设计与制造技术领域,本发明省去传统加工方式的板片切割工序。首先,将成卷的钢材直接送上生产线,在铺开的板材上下两面依次焊接好压边条;其次,将其送入压力机,进行冲压形成波纹板;再次,进行一正一反折叠,折叠时将扁圆柱结构的拉杆置于折叠打弯处,形成板叠;然后,在板叠的侧面施焊,形成一体式板叠;最后,在一体式板叠上焊接侧板、压紧板,形成板束,继而形成一种全新结构的折叠板式热交换器。由于压边条的焊接协同板片的冲压、板叠的叠摞连续进行,因此便于实现生产的自动化。拉杆的施加提高了管箱的强度、刚度,另外由于拉杆的存在,提高了板束端部的可维修程度。板束内两种介质的布置完全是纯逆流,因此换热效率高。本发明的加工制造工艺简单,制造周期短,便于推广应用。
技术研发人员:李祎坤
受保护的技术使用者:李祎坤
技术研发日:
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!