一种用于实验室模拟硅钢铸坯加热的加热炉的制作方法
本技术涉及加热炉,具体为一种用于实验室模拟硅钢铸坯加热的加热炉。
背景技术:
1、铸坯加热工艺对于取向硅钢的生产有着重要影响,不同的铸坯加热工艺影响铸坯中析出物以及后续热轧过程中的组织变化,在工业化生产中一般采用步进式加热炉,硅钢铸坯经历预热区、加热一区、加热二区以及均热区等连续加热工艺段,目前实验室普遍只简单的采用一个单独的热处理炉对硅钢铸坯进行直接加热处理,而后进行热轧,不能有效的模拟工业生产中的预热区、加热一区、加热二区以及均热区等连续加热工艺段,无法在实验室实现取向硅钢铸坯加热工艺对铸坯影响的模拟研究。
技术实现思路
1、本实用新型的目的在于提供一种用于实验室模拟硅钢铸坯加热的加热炉,以至少部分解决现有技术中存在的问题。
2、为实现上述目的,本实用新型提供如下技术方案:
3、一种用于实验室模拟硅钢铸坯加热的加热炉,包括:
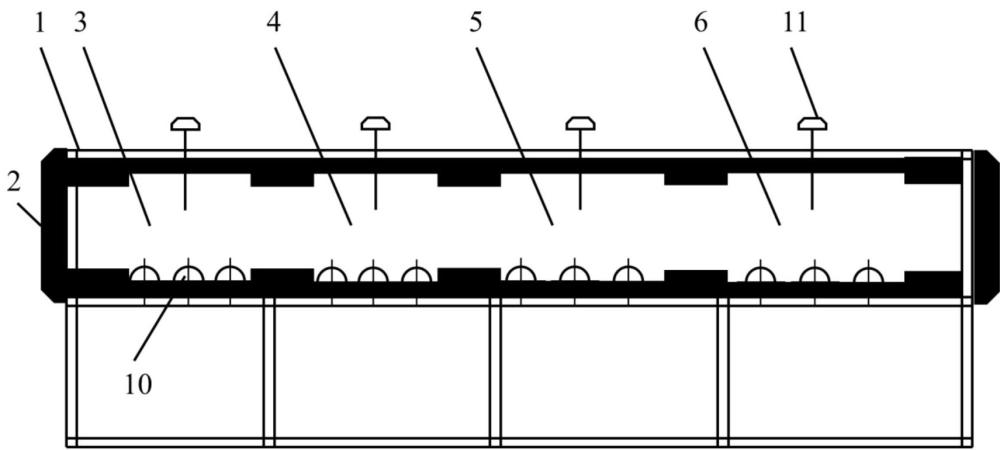
4、炉膛(1),沿加热炉本体的长度方向贯通,所述炉膛(1)的两端的开口处均设有炉门(2),炉膛(1)内沿炉膛(1)长度方向依次分为4个加热区,分别为预热区(3)、加热一区(4)、加热二区(5)以及均热区(6),所述各个加热区均设有用于控制各个加热区温度的温控装置(11)。
5、优选的,所述加热炉还包括辊道(10),辊道(10)内嵌于炉膛(1)中,沿炉膛(1)的长度方向设于所述炉膛(1)的底部,通过辊道(10)的旋转带动铸坯向前运动,在外置电机的带动下辊道(10)可旋转和上下移动。
6、优选的,温控装置(11)与辊道(10)的电机联动反馈,辊道(10)转动输送铸坯到某加热区时,辊道(10)下移,到达设定温度和设定时间后,辊道(10)上移,辊道(10)转动输送铸坯到下一加热区。
7、优选的,辊道(10)的材质为耐热高温不锈钢。
8、优选的,炉膛(1)内壁从内到外依次包括内层(7)、耐高温层(8)和外壁层(9)。
9、优选的,耐高温层(8)由烧结砖拼合而成,烧结砖包括调节烧结砖体、定位烧结砖体、固定烧结砖体和常规烧结砖体,固定烧结砖体位于耐高温层最上层。
10、优选的,温控装置(11)包括加热设备,加热设备采用电阻加热方式。
11、优选的,温控装置(11)还包括测温设备,测温设备为热电偶。
12、优选的,各个加热区的温控装置(11)独立控制各个加热区,实现同一炉膛(1)内的不同温度梯度分布。
13、优选的,炉膛(1)宽度为1000~1100mm,炉膛(1)内四个加热区各段间隔150~250mm。
14、本实用新型的有益效果是:
15、本实用新型公开了一种用于实验室模拟硅钢铸坯加热的加热炉,包括炉膛,沿加热炉本体的长度方向贯通,所述炉膛的两端的开口处均设有炉门,炉膛内沿炉膛长度方向依次分为预热区、加热一区、加热二区以及均热区,所述各个加热区均设有用于控制各个加热区温度的温控装置,本加热炉可以实现铸坯多段加热,有效模拟工业生产中的预热区、加热一区、加热二区以及均热区等连续加热工艺段,在实验室实现取向硅钢铸坯加热工艺对铸坯影响的模拟研究。
技术特征:
1.一种用于实验室模拟硅钢铸坯加热的加热炉,其特征在于,包括:
2.根据权利要求1所述的加热炉,其特征在于,加热炉还包括辊道(10),辊道(10)内嵌于炉膛(1)中,沿炉膛(1)的长度方向设于所述炉膛(1)的底部,通过辊道(10)的旋转带动铸坯向前运动,在外置电机的带动下辊道(10)可旋转和上下移动。
3.根据权利要求2所述的加热炉,其特征在于,温控装置(11)与辊道(10)的电机联动反馈,辊道(10)转动输送铸坯到某加热区时,辊道(10)下移,到达设定温度和设定时间后,辊道(10)上移,辊道(10)转动输送铸坯到下一加热区。
4.根据权利要求2所述的加热炉,其特征在于,辊道(10)的材质为耐热高温不锈钢。
5.根据权利要求1所述的加热炉,其特征在于,炉膛(1)内壁从内到外依次包括内层(7)、耐高温层(8)和外壁层(9)。
6.根据权利要求1所述的加热炉,其特征在于,温控装置(11)包括加热设备,加热设备采用电阻加热方式。
7.根据权利要求1所述的加热炉,其特征在于,温控装置(11)还包括测温设备,测温设备为热电偶。
8.根据权利要求1所述的加热炉,其特征在于,各个加热区的温控装置(11)独立控制各个加热区,实现同一炉膛(1)内的不同温度梯度分布。
9.根据权利要求1所述的加热炉,其特征在于,炉膛(1)宽度为1000~1100mm,炉膛(1)内四个加热区各段间隔150~250mm。
技术总结
本技术涉及加热炉技术领域,具体涉及一种用于实验室模拟硅钢铸坯加热的加热炉,包括炉膛,沿加热炉本体的长度方向贯通,所述炉膛的两端的开口处均设有炉门,炉膛内沿炉膛长度方向依次分为预热区、加热一区、加热二区以及均热区,所述各个加热区均设有用于控制各个加热区温度的温控装置,本加热炉可以实现铸坯多段加热,有效模拟工业生产中的预热区、加热一区、加热二区以及均热区等连续加热工艺段,在实验室实现取向硅钢铸坯加热工艺对铸坯影响的模拟研究。
技术研发人员:邬宇轩,刘朋成,侯宏,张航,吴忠旺,张浩,孙婷婷,冯海涛,卢晓禹,郝娟娟,李世杰
受保护的技术使用者:内蒙古丰洲材料有限公司
技术研发日:20240313
技术公布日:2024/5/19
- 还没有人留言评论。精彩留言会获得点赞!