一种膨胀罐外壳和膨胀罐的制作方法
1.本实用新型涉及制冷配件领域,特别是一种膨胀罐外壳和膨胀罐。
背景技术:
2.中国专利zl201720617920.7,公开了一种整体式法兰膨胀罐,包括有金属筒体、自动充气阀以及内胆;该自动充气阀设置在金属筒体的底部并连通金属筒体的空腔;该内胆可拆卸的安装在金属筒体的上方开口处,内胆与金属筒体通过一法兰装置固定连接,该法兰装置包括有法兰盖和法兰环,其中,所述法兰盖内一体成型有密封塞,该密封塞的周缘抵于内胆的上方开口处周缘形成密封结构。
3.该案的附图摘要部分清晰的记载了该膨胀罐为两段式的结构,即焊缝在金属筒体的中间位置。在传统技术中采用吃力不讨好的两段式工艺的原因在于:在科学技术发展不够好的年代,要达到膨胀罐要求的焊接性能必须由高级焊工操作。
4.目前,公知的膨胀罐外壳加工工艺,由拉伸件上,下壳组成,再将它们焊接成形;但此工艺的上,下壳属于深拉伸件,加工这些零件需大型的液压机或拉伸机,加工设备成本很高。且拉伸时要涂上大量的拉伸油;上,下壳体焊接前要将它们表面的拉伸油清洗干净,清洗时要放入大量的化学清洗剂;这些化工材料对员工的健康有一定的影响,排出的污水还会污染周边的水体。
5.所以,本技术方案所要解决的问题是:如何避免膨胀罐生产过程中需要大尺寸拉伸工艺的缺陷。
技术实现要素:
6.本实用新型的目的是提供一种膨胀罐外壳,该膨胀罐外壳只有上盖和下盖通过冲压工艺成型得到,相比传统工艺,其冲压尺寸小,加工难度明显降低;此外,本方案还公开了一种膨胀罐。
7.本实用新型提供的技术方案为:一种膨胀罐外壳,包括壳体,所述壳体由依次焊接连接的上盖、中筒、下盖组成。
8.在上述的膨胀罐外壳中,所述中筒由一块金属板卷圆后焊接得到。
9.在上述的膨胀罐外壳中,所述中筒的焊缝沿中筒的径向延伸。
10.在上述的膨胀罐外壳中,所述中筒的两端设有缩口,所述缩口插入到上盖和下盖内,所述中筒和上盖、下盖在缩口位置焊接在一起。
11.在上述的膨胀罐外壳中,所述上盖、下盖通过冲压工艺成型得到。
12.在上述的膨胀罐外壳中,所述上盖上固定有法兰连接件;所述下盖上设有气嘴安装孔。
13.在上述的膨胀罐外壳中,所述上盖、中筒、下盖的材质为铁、塑料、不锈钢之一。
14.此外,本实用新型还公开了一种膨胀罐,所述膨胀罐的外壳如上任一所述的膨胀罐外壳。
15.本实用新型在采用上述技术方案后,其具有的有益效果为:
16.本方案采用三段式膨胀罐外壳,运用此工艺生产的膨胀罐外壳可大大节省加工成本,并在清洗环节中降低成本,减少污水排放,有效地保护员工的健康,及不会污染周边环境的水体。
17.本方案结构简单、冲压工艺难度低、可满足膨胀罐的相关的使用性能要求。
18.本方案的有效实施来源于现代自动化焊接技术的发展。
附图说明
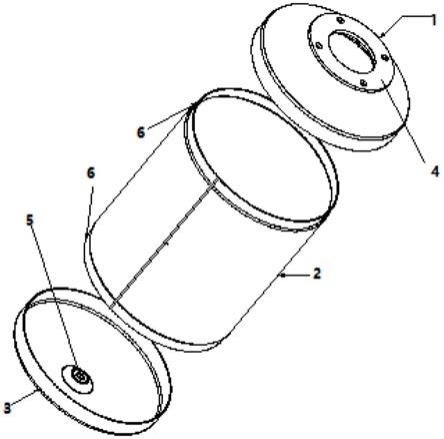
19.图1是本实用新型的实施例1的爆炸图。
具体实施方式
20.下面结合具体实施方式,对本实用新型的技术方案作进一步的详细说明,但不构成对本实用新型的任何限制。
21.实施例1:
22.如图1所示,一种膨胀罐外壳,包括壳体,所述壳体由依次焊接连接的上盖1、中筒2、下盖3组成。
23.传统工艺中,膨胀罐外壳为金属外壳,由上下两个半罐焊接形成,两个半罐通过机床拉伸得到,只需要一道焊缝。
24.随着科学技术的发展,全自动焊接机器人的出现,标准焊接已经不需要高级焊工的参与,这是本方案实施的技术基础。
25.本方案需要预先的通过机床冲压出上盖1和下盖3,上盖1和下盖3上分别焊接有法兰连接件4以及开设有带内螺纹的气嘴安装孔5。
26.上盖1和下盖3的形状一致,在水平面的投影为圆形或椭圆形,在竖直面上的剖面为半椭圆形。
27.中筒2的加工比较简单,所述中筒2由一块金属板卷圆后焊接得到,所述中筒2的焊缝沿中筒2的径向延伸。
28.在金属板卷圆的过程中,所述中筒2的两端设有缩口6,所述缩口6插入到上盖1和下盖3内,所述中筒2和上盖1、下盖3在缩口6位置焊接在一起。
29.所述上盖1、中筒2、下盖3的材质为铁、塑料、不锈钢之一;
30.本实施例采用的是铁;
31.优选为不锈钢,如果是不锈钢,在整个膨胀罐外壳不需要涂覆油漆,其更加节约成本。
32.本实施例的膨胀罐外壳应用于市售大部分的膨胀罐中。
33.上述实施例为本实用新型较佳的实施方式,但本实用新型的实施方式并不受上述实施例的限制,其它的任何未背离本实用新型的精神实质与原理下所作的改变、修饰、替代、组合、简化,均应为等效的置换方式,都包含在本实用新型的保护范围之内。
技术特征:
1.一种膨胀罐外壳,包括壳体,其特征在于,所述壳体由依次焊接连接的上盖、中筒、下盖组成,所述中筒由一块金属板卷圆后焊接得到。2.根据权利要求1所述的膨胀罐外壳,其特征在于,所述中筒的焊缝沿中筒的径向延伸。3.根据权利要求1所述的膨胀罐外壳,其特征在于,所述中筒的两端设有缩口,所述缩口插入到上盖和下盖内,所述中筒和上盖、下盖在缩口位置焊接在一起。4.根据权利要求1所述的膨胀罐外壳,其特征在于,所述上盖、下盖通过冲压工艺成型得到。5.根据权利要求1所述的膨胀罐外壳,其特征在于,所述上盖上固定有法兰连接件;所述下盖上设有气嘴安装孔。6.根据权利要求1
‑
5任一所述的膨胀罐外壳,其特征在于,所述上盖、中筒、下盖的材质为铁、塑料、不锈钢之一。7.一种膨胀罐,其特征在于,所述膨胀罐的外壳如权利要求1
‑
6任一所述的膨胀罐外壳。
技术总结
本实用新型属于制冷配件领域领域,公开了一种膨胀罐外壳,包括壳体,所述壳体由依次焊接连接的上盖、中筒、下盖组成,该膨胀罐外壳只有上盖和下盖通过冲压工艺成型得到,相比传统工艺,其冲压尺寸小,加工难度明显降低,采用三段式焊接,其相比传统两段式加工来说,环保性、效率都优越且性能也符合标准;此外,本方案还公开了一种膨胀罐。公开了一种膨胀罐。公开了一种膨胀罐。
技术研发人员:任少琳 王康妹 黎灿良
受保护的技术使用者:佛山闳善五金制品有限公司
技术研发日:2020.11.11
技术公布日:2021/11/14
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1