外观部件、家用电器以及模具的制作方法
本技术涉及注塑,具体而言,涉及一种外观部件、家用电器以及模具。
背景技术:
1、目前,现有技术中的壳体结构多可以采用注塑模具进行注塑成型,将熔融的塑料材料浇注至模腔内,经冷却后固化后形成注塑成品。
2、然而,对于薄壁注塑件而言,由于壳体的厚度较薄,往往存在注塑填充困难的情况。尤其是在浇注进料时,由于浇注口的浇注压力较大,当压力较大的注塑流体直接进入至较薄的注塑腔内成型时,将会出现因注塑填充压力较大、填充阻力较大的情况,从而不便于注塑流体顺利进入至注塑腔内顺利成型。
技术实现思路
1、本实用新型的主要目的在于提供一种外观部件、家用电器以及模具,以解决现有技术中在注塑薄壁注塑件时注塑流体的填充阻力较大的技术问题。
2、为了实现上述目的,根据本实用新型的一个方面,提供了一种外观部件,包括:
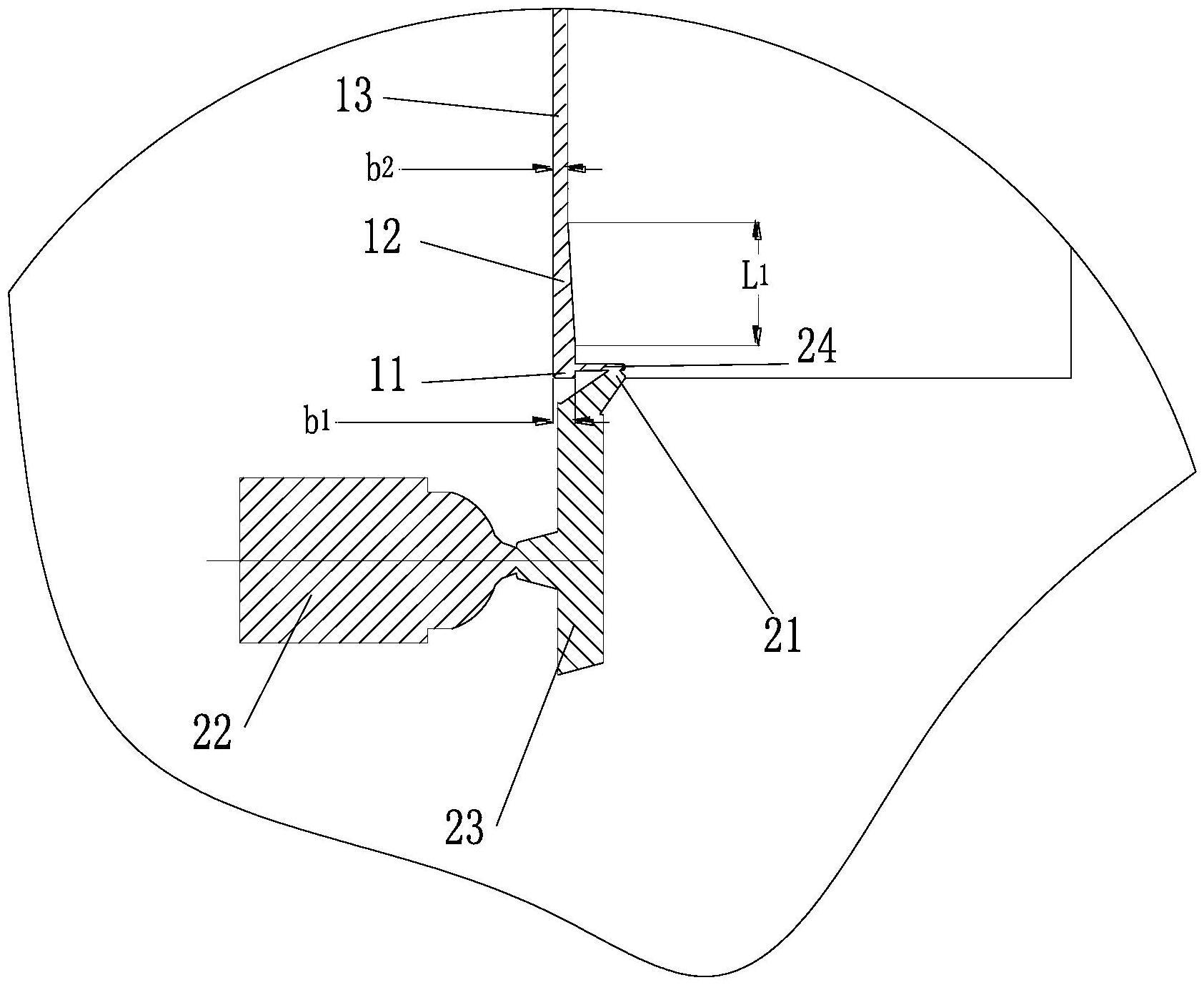
3、外观部件本体,外观部件本体为薄壁壳体结构,外观部件本体具有依次连接的进浇段、过渡段和主体成型段,外观部件本体具有外观面和非外观面,非外观面上设置有浇注成型区,浇注成型区位于进浇段处;
4、其中,进浇段的厚度大于主体成型段的厚度;沿进浇段至主体成型段的延伸方向,过渡段的厚度逐渐减小。
5、进一步地,进浇段的厚度为b1,主体成型段的厚度为b2;
6、其中,0.2≤(b1-b2)/b2≤0.5。
7、进一步地,过渡段靠近进浇段的一端与过渡段靠近主体成型段的一端之间的距离为l1;l1≥20mm。
8、进一步地,主体成型段包括第一成型部和第二成型部,第一成型部与第二成型部连接,第一成型部的厚度为b3,第二成型部的厚度为b2;
9、其中,0<|b3-b2|≤0.5mm。
10、进一步地,主体成型段还包括过渡部,过渡部设置在第一成型部和第二成型部之间;
11、第一成型部的厚度大于第二成型部的厚度,沿第一成型部至第二成型部的延伸方向,过渡部的厚度逐渐减小;或者,
12、第一成型部的厚度小于第二成型部的厚度,沿第一成型部至第二成型部的延伸方向,过渡部的厚度逐渐增加。
13、进一步地,第二成型部位于主体成型段的边缘处。
14、进一步地,第二成型部位于主体成型段的中部,过渡部环绕第二成型部的周缘设置。
15、进一步地,过渡部靠近第一成型部的一端与过渡部靠近第二成型部的一端之间的距离为l2,l2≥25mm。
16、根据本实用新型的另一方面,提供了一种家用电器,包括外观部件,外观部件的外观面形成家用电器的至少部分外观面,外观部件为上述提供的外观部件。
17、根据本实用新型的又一方面,提供了一种模具,模具具有浇注组件和用于形成上述提供的外观部件的型腔,浇注组件与型腔连通,浇注组件的进浇口与外观部件的浇注成型区相对设置。
18、应用本实用新型的技术方案,通过设置进浇段和过渡段,且沿进浇段至主体成型段的延伸方向,过渡段的厚度逐渐减小,这样能够便于减小注塑生产过程中的压力损失,避免因注塑流体直接进入厚度较薄的成型区而导致压力过大的情况,以使注塑流体能够顺利进行注塑腔内成型;同时还会降低注塑件末端的成型压力,规避缩水外观缺陷产生,进而有效提升产品质量。因此,采用本实施例提供的外观部件,能够解决现有技术中的注塑薄壁注塑件时注塑流体的填充阻力较大的技术问题。
技术特征:
1.一种外观部件,其特征在于,包括:
2.根据权利要求1所述的外观部件,其特征在于,所述进浇段(11)的厚度为b1,所述主体成型段(13)的厚度为b2;
3.根据权利要求1所述的外观部件,其特征在于,所述过渡段(12)靠近所述进浇段(11)的一端与所述过渡段(12)靠近所述主体成型段(13)的一端之间的距离为l1;l1≥20mm。
4.根据权利要求1所述的外观部件,其特征在于,所述主体成型段(13)包括第一成型部(131)和第二成型部(132),所述第一成型部(131)与所述第二成型部(132)连接,所述第一成型部(131)的厚度为b3,所述第二成型部(132)的厚度为b2;
5.根据权利要求4所述的外观部件,其特征在于,所述主体成型段(13)还包括过渡部(133),所述过渡部(133)设置在所述第一成型部(131)和所述第二成型部(132)之间;
6.根据权利要求5所述的外观部件,其特征在于,所述第二成型部(132)位于所述主体成型段(13)的边缘处。
7.根据权利要求5所述的外观部件,其特征在于,所述第二成型部(132)位于所述主体成型段(13)的中部,所述过渡部(133)环绕所述第二成型部(132)的周缘设置。
8.根据权利要求5所述的外观部件,其特征在于,所述过渡部(133)靠近所述第一成型部(131)的一端与所述过渡部(133)靠近所述第二成型部(132)的一端之间的距离为l2,l2≥25mm。
9.一种家用电器,其特征在于,包括外观部件,所述外观部件的外观面(14)形成所述家用电器的至少部分外观面,所述外观部件为权利要求1至8中任一项所述的外观部件。
10.一种模具,其特征在于,所述模具具有浇注组件(20)和用于形成权利要求1至8中任一项所述的外观部件的型腔,所述浇注组件(20)与所述型腔连通,所述浇注组件(20)的进浇口与所述外观部件的浇注成型区相对设置。
技术总结
本技术提供了一种外观部件、家用电器以及模具,外观部件,包括:外观部件本体,外观部件本体为薄壁壳体结构,外观部件本体具有依次连接的进浇段、过渡段和主体成型段,外观部件本体具有外观面和非外观面,非外观面上设置有浇注成型区,浇注成型区位于进浇段处;其中,进浇段的厚度大于主体成型段的厚度;沿进浇段至主体成型段的延伸方向,过渡段的厚度逐渐减小。通过本技术提供的技术方案,能够解决现有技术中在注塑薄壁注塑件时注塑流体的填充阻力较大的技术问题。
技术研发人员:刁文志,龙云钲,王云飞,李锦彬,谢武彬,刘秋元
受保护的技术使用者:珠海格力电器股份有限公司
技术研发日:20221214
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!