一种水射流辅助风机叶片表面激光清洗方法与流程
1.本发明涉及激光加工领域,尤其涉及一种水射流辅助的风机叶片表面激光清洗方法。
背景技术:
2.风机叶片清洗、除冰风机叶片运行环境极为恶劣,经常遭受风沙、飞鸟、油渍、飞虫、酸雨、盐雾、冰雪等一系列的影响,导致叶片表面防湿、防潮、防腐蚀、防辐射等各项指标下降。因而,风机叶片需要定期开展巡检,开展表面局部修复。
3.目前,风机叶片修复通常需要先通过人工或机械打磨去除叶片表面含增强纤维的油漆腻子层,再通过胶水等在对叶片基体(通常为热固性塑料)进行修补。由于叶片修复需要在高空环境下进行,腻子层中还含有高密度的增强纤维,打磨的自动化程度及效率低、劳动强度大。
技术实现要素:
4.激光清洗具有无研磨、非接触和适用范围广的清洗特点,被认为是最可靠、最有效的解决办法。同时,激光清洗可以解决采用传统清洗方式无法解决的问题。因此,将激光清洗应用在风机叶片清洗中具有较好的情景,但是风机叶片基体材料熔点低,激光清洗容易导致风机叶片的损伤。有鉴于此,本发明提供了一种水射流辅助的风机叶片表面激光清洗方法,通过利用水射流辅助激光清洗,显著提高风机叶片表面的清洗效率,同时可以避免激光清洗导致风机叶片损伤的事故,且操作简单,成本低。
5.为实现上述目的,本发明采用的技术方案为:
6.一种水射流辅助的风机叶片表面激光清洗方法,包括以下步骤:
7.a、移动激光清洗系统,将风机叶片待清洗局部区域移动至激光清洗系统的激光焦点附近;
8.b、根据待清洗区域形状及材料特点,设定激光清洗系统的加工参数和水射流系统的参数;
9.c、先开启水射流系统,再开启激光清洗系统,对风机叶片表面的待清洗区域进行清洗,直至清洗结束。
10.本发明所述激光清洗系统采用常规的纳秒脉冲激光器即可,水射流系统采用常规的自动水射流清洗设备即可,可将该水射流系统进行简单装配即可安装于激光清洗系统上。激光清洗时沿着叶片倾斜方向自上而下进行,保证水射流在重力作用下流至清洗区域。
11.优选的,所述激光清洗系统包括手持式激光清洗、机器人式激光清洗、搭载在无人机的激光清洗系统;
12.优选的,所述激光焦点附近是指清洗区域在激光焦点
±
10mm范围内;
13.优选的,所述激光清洗系统的加工参数为:纳秒激光的平均功率50-500w,激光脉冲重复频率1-70khz,激光脉冲宽度1-500ns,光斑直径20-500μm,清洗步长10-400μm,扫描
速率100-1500mm/s,扫描次数1-8次。
14.优选的,所述水射流系统的加工参数为:水射流角度与激光清洗反方向呈20-80
°
,喷水口直径1-5mm,水流量0.2-3l/min,水射流的扫描速率20-300mm/s,扫描步长为(激光扫描速率/水射流扫描速率)
×
激光束扫描速率,保证水射流扫描线与激光束扫描线的具体基本不变。水射流扫描线与激光束扫描线的距离为10-50mm。采用上述激光清洗及水射流辅助参数,在实现材料快速去除的同时,避免表面损伤。
15.与现有技术相比,本发明的优点在于:
16.1、通过激光清洗进行风机叶片修复前腻子层去除,提高加工效率及自动化程度,降低成本;
17.2、通过水射流辅助激光清洗,利用水射流持续喷淋至激光清洗区域的冷却作用,避免激光清洗热量累积,减少激光清洗产生碳化及对风机叶片基体产生损伤;
18.3、通过水射流清洗作用,去除激光清洗产生的碳化物及沉积物,提高激光清洗表面质量。
附图说明
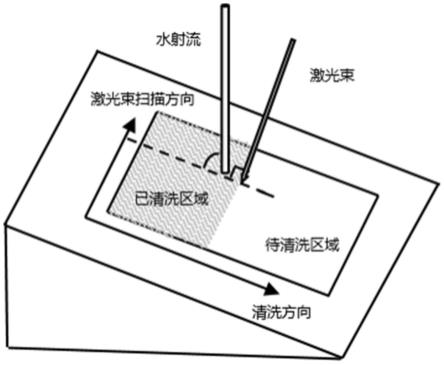
19.图1为水射流辅助的风机叶片表面激光清洗方法的示意图。
20.图2待修复风机叶片样品的宏观照片。
21.图3为经过实施例中水射流辅助激光清洗后风机叶片表面宏观形貌。
22.图4为经过对比例中激光清洗后风机叶片表面宏观形貌。
具体实施方式
23.下面结合附图和实施例,对本发明的具体实施方式作进一步详细描述。实施例中未注明具体条件者,按照常规条件或制造商建议的条件进行。所用试剂或仪器未注明生产厂商者,均为可以通过市售购买获得的常规产品。
24.实施例
25.一种水射流辅助的风机叶片表面激光清洗方法,包括以下步骤:
26.(1)取风机叶片样品,将样品待清洗区域移至安装有水射流系统的纳秒脉冲激光器的激光焦点附近;
27.(2)设定纳秒激光的平均功率为60w,激光脉冲重复频率为55khz,激光脉冲宽度为24ns;光斑直径为30μm,清洗步长为50μm,扫描速率为800mm/s;扫描次数为4次;设定水射流角度与激光清洗反方向呈50
°
,喷水口是直径为2mm圆孔,水流量为0.5l/min,水射流的扫描速率为范围为20mm/s,扫描步长为2mm,水射流扫描线与激光束扫描线的距离为20mm。
28.(3)先开启水射流系统,再开启纳秒脉冲激光器,使水射流沿着激光清洗方向与激光束协同步进运动,直至激光清洗结束。
29.激光清洗前叶片表面形貌如图2。经过实施例1中的方法清洗后,清洗区域的宏观形貌图如图3所示,从图3可看出,风机叶片清洗区域的表面碳化少,基体热固性树脂材料无明显损伤,基本后处理后即可对风机叶片进行表面修复。
30.对比例
31.与实施例相比,对比例的区别在于激光清洗过程中,关闭水射流系统,其他步骤均
与实施例相同。
32.采用对比例中仅采用激光对叶片进行清洗,激光清洗后叶片表面形貌如图4,清洗区域明显碳化,去除表面碳化层后,发现热量累积导致了风机叶片基体产生了明显的热损伤。
33.本发明方案所公开的技术手段不仅限于上述实施方式所公开的技术手段,还包括由以上技术特征任意组合所组成的技术方案。应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也视为本发明的保护范围。
技术特征:
1.一种水射流辅助的风机叶片表面激光清洗方法,其特征在于:包括以下步骤:a、移动激光清洗系统,将风机叶片待清洗局部区域移动至激光清洗系统的激光焦点附近;b、根据待清洗区域形状及材料特点,设定激光清洗系统的加工参数和水射流系统的参数;c、先开启水射流系统,再开启激光清洗系统,对风机叶片表面的待清洗区域进行清洗,直至清洗结束。2.根据权利要求1所述的水射流辅助的风机叶片表面激光清洗方法,其特征在于:所述激光清洗系统为纳秒脉冲激光器;所述水射流系统为自动水射流清洗设备。3.根据权利要求1所述的水射流辅助的风机叶片表面激光清洗方法,其特征在于:所述激光焦点附近是指待清洗区域位于激光焦点
±
10mm范围内。4.根据权利要求1所述的水射流辅助的风机叶片表面激光清洗方法,其特征在于:所述激光清洗系统的加工参数为:激光的平均功率50-500w,激光脉冲重复频率1-70khz,激光脉冲宽度1-500ns,光斑直径20-500μm,清洗步长10-400μm,扫描速率100-1500mm/s,扫描次数1-8次。5.根据权利要求1所述的水射流辅助的风机叶片表面激光清洗方法,其特征在于:所述水射流系统的参数为:水射流角度与激光清洗反方向呈20-80
°
,喷水口直径1-5mm,水流量0.2-3l/min,水射流的扫描速率20-300mm/s,扫描步长为(激光扫描速率/水射流扫描速率)
×
激光束扫描速率;水射流扫描线与激光束扫描线的距离为10-50mm。
技术总结
本发明公开了一种水射流辅助的风机叶片表面激光清洗方法,包括以下步骤:移动激光清洗系统,将风机叶片待清洗局部区域移动至激光清洗系统的激光焦点附近;根据待清洗区域形状及材料特点,设定激光清洗系统的加工参数和水射流系统的参数;先开启水射流系统,再开启激光清洗系统,对风机叶片表面的待清洗区域进行清洗,直至清洗结束。本发明通过水射流辅助激光清洗,利用水射流冷却作用,实现清洗区域快速散热,避免激光清洗热量累积,减少激光清洗产生碳化及对风机叶片基体产生损伤;同时通过水射流清洗作用,去除激光清洗产生的碳化物及沉积物,提高激光清洗表面质量,且清洗效率高。且清洗效率高。且清洗效率高。
技术研发人员:管迎春 李兴 王泉杰 黄伟 刘伟 李念
受保护的技术使用者:榆社县华光发电有限责任公司
技术研发日:2022.10.20
技术公布日:2023/3/14
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1