钢结构镀锌件焊接前新型除锌工艺设备的制作方法
本发明涉及金属管的除锌,具体为钢结构镀锌件焊接前新型除锌工艺设备。
背景技术:
1、在钢管的实际应用过程中,其对防腐要求较高的工程,大多钢结构工程都采取了热镀锌工艺,热镀锌层一般在35μm以上,甚至高达200μm。热镀锌覆盖能力好,镀层致密,无有机物夹杂,锌的抗大气腐蚀的机理有机械保护及电化学保护,即使因受很大的机械伤害或其它原因。造成部分的锌层脱落,将铁基裸露,此时,周围锌层就会发挥牺牲阳极的功能,来保护此处钢铁,使其不受侵蚀。锌层在大气中的消耗是非常缓慢的,约为钢铁腐蚀速率的1/17至1/18,其寿命远超过其它任何涂层。
2、虽然镀锌层提高了钢结构的防腐能力,但在钢结构的焊接过程中,由于镀锌层的存在,锌的熔点仅为419.5℃,而焊接过程中焊缝的温度在1500℃左右,导致锌很容易产生气化,加之钢结构的节点位置焊缝等级均为一级或二级焊缝,因此在钢结构的焊接过程中容易产生裂纹、气孔、夹渣,较难得到良好的焊接质量。
3、现有传统的除锌方法都是盐酸或柠檬酸与草酸溶液酸洗,会严重污染环境,有些型材比如h型钢、管材等运用酸洗操作非常不便,而且还会破坏到不需要除锌的区域,以致效率低下且不安全。如果采用打磨的方法去除锌层,经打磨后的锌层表面的光泽与母材的光泽是一样的,无法辨别锌层是否完全清除。
技术实现思路
1、本发明的目的在于提供钢结构镀锌件焊接前新型除锌工艺设备,以解决上述背景技术中提出的问题。
2、为实现上述目的,本发明提供如下技术方案:
3、钢结构镀锌件焊接前新型除锌工艺设备,所述除锌工艺设备包括:
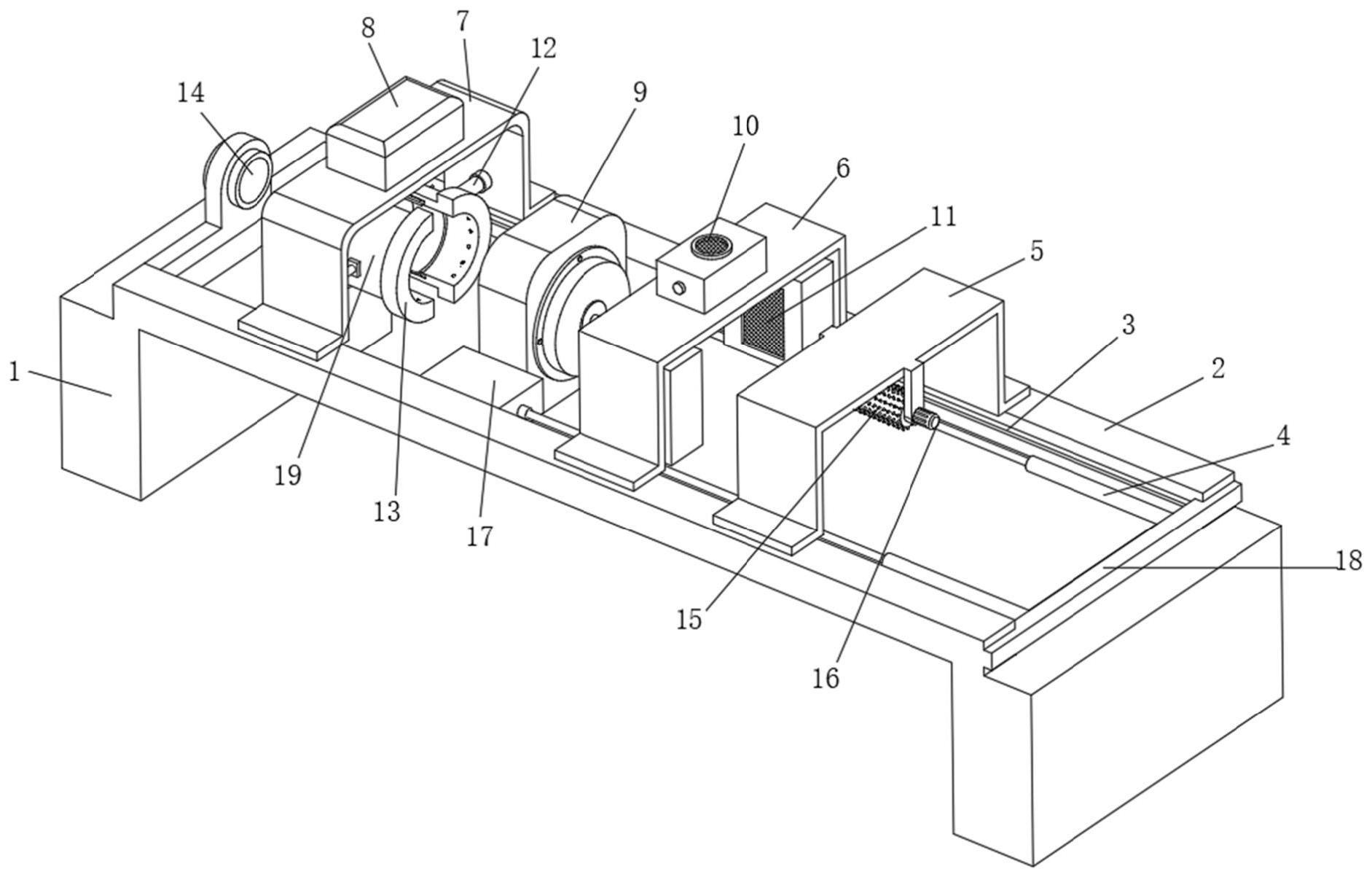
4、加工架,所述加工架的上端依次固定安装有间隔分布的清理架、冷却架和加热架,加工架靠近加热架的一端端部设置有定位座,定位座上贯穿设置有通孔,加工架的中设置有横向滑动安装的滑动夹持座,所述滑动夹持座与定位座之间转动夹持安装有钢结构镀锌管,加工架的另一端设置有一对前后横向分布的驱动气缸,驱动气缸的端部连接滑动夹持座;
5、所述加热架的上端设置有高频加热电源,加热架的下端内侧设置有一对前后分布的夹持气缸,夹持气缸的伸缩端连接有夹持卡箍,夹持卡箍的内弧面设置有加热板贴合钢结构镀锌管的圆弧外壁,左右对此的一对所述夹持卡箍的内腔中设置有加热线圈,所述加热线圈电性连接高频加热电源;
6、所述冷却架上端设置有风机,冷却架的下端内腔中设置有前后分布的排气窗,滑动夹持座贯穿前后分布的排气窗之间的间隙;
7、所述清理架的下端设置有电机驱动的清理刷辊,所述清理刷辊的圆弧外壁设置有贴合钢结构镀锌管圆弧外壁的刚性毛刷。
8、优选的,所述加工架的前后两侧对称设置有一对导轨,导轨的内侧设置有t形截面的滑槽,所述滑动夹持座的下端前后两侧设置有一对底座,所述底座位于排气窗和夹持卡箍的下端,底座上设置有滑动插接在滑槽中的滑条,加工架的两端均设置有侧板,所述定位座固定在一侧的侧板上,所述驱动气缸的一端固定在另一侧的侧板上。
9、优选的,所述夹持卡箍呈半圆环状,夹持卡箍的中间设置有圆环状的安装弧槽,所述安装弧槽中设置有导热弧板,导热弧板与加热板对应,所述加热线圈呈螺旋状延伸,单侧的加热线圈固定在导热弧板上。
10、优选的,所述导热弧板的外弧面设置有螺旋状的线槽,线槽的中间贯穿设置有内凹式的安装槽,加热线圈的螺旋线缆的中间固定粘接在绝热板上,绝热板卡接在安装槽中,左右对称的一对夹持卡箍中的线缆相互贴合组成加热线圈,加热线圈的两端贯穿夹持卡箍,且加热线圈通过折叠线缆电性连接高频加热电源。
11、优选的,所述加热板为半圆环状弧板,加热板的上下端部分别设置有错位槽和凸出板,左右对称的一对加热板上的错位槽和凸出板相互挤压插接安装。
12、优选的,所述夹持卡箍的前后两端设置有延伸弧板,所述延伸弧板中内置吸气泵,延伸弧板的内壁上设置有圆周阵列分布的多组吸气孔,吸气孔连通吸气泵,吸气泵的输出端连通排气折叠管。
13、优选的,所述滑动夹持座中固定安装有轴承,所述钢结构镀锌管的端部固定夹持在轴承中,滑动夹持座的侧壁上设置有端盖,端盖上转动安装有驱动轴,驱动轴外接驱动组件,驱动轴的另一端延伸至滑动夹持座的内腔中,驱动轴的内端连接有转盘,转盘固定连接轴承并驱动钢结构镀锌管转动。
14、优选的,所述轴承是由外圈、内圈和滚子组成,滑动夹持座中设置有阶梯插槽,所述外圈的端部设置有固定环,固定环的外径大于外圈的外径,固定环压合在阶梯插槽的阶梯面上,且固定环通过螺钉固定在阶梯插槽内壁上。
15、优选的,圆周阵列分布的多组所述滚子转动安装在外圈、内圈之间,所述内圈靠近端盖的一端端面上设置有圆周阵列分布的多组插孔,所述转盘上设置有与插孔一一对应插接的插杆。
16、优选的,所述内圈的内壁上设置有左右对称的一对伸缩杆,所述伸缩杆的另一端连接有弧形卡板,圆周阵列分布的一对所述弧形卡板夹持在钢结构镀锌管的端部外壁上。
17、与现有技术相比,本发明的有益效果是:
18、本发明通过采用感应加热线圈加热镀锌钢管的方式,实现对钢结构镀锌管进行局部加热,从而当镀锌管的温度达到419℃后,锌层开始熔化,逐步形成白色的氧化锌,镀锌件表面的锌层经过高温变成氧化锌后就不在金属管壁依附通过快速的冷却,使得氧化锌保持脆性,并通过相对的转动驱动和清理刷辊的配合,将氧化锌轻松的擦去,大大提高了对镀锌钢管的除锌处理效率。
技术特征:
1.钢结构镀锌件焊接前新型除锌工艺设备,其特征在于:所述除锌工艺设备包括:
2.根据权利要求1所述的钢结构镀锌件焊接前新型除锌工艺设备,其特征在于:所述加工架(1)的前后两侧对称设置有一对导轨(2),导轨(2)的内侧设置有t形截面的滑槽(3),所述滑动夹持座(9)的下端前后两侧设置有一对底座(17),所述底座(17)位于排气窗(11)和夹持卡箍(19)的下端,底座(17)上设置有滑动插接在滑槽(3)中的滑条(21),加工架(1)的两端均设置有侧板(18),所述定位座(14)固定在一侧的侧板(18)上,所述驱动气缸(4)的一端固定在另一侧的侧板(18)上。
3.根据权利要求2所述的钢结构镀锌件焊接前新型除锌工艺设备,其特征在于:所述夹持卡箍(19)呈半圆环状,夹持卡箍(19)的中间设置有圆环状的安装弧槽(36),所述安装弧槽(36)中设置有导热弧板(37),导热弧板(37)与加热板(35)对应,所述加热线圈(38)呈螺旋状延伸,单侧的加热线圈(38)固定在导热弧板(37)上。
4.根据权利要求3所述的钢结构镀锌件焊接前新型除锌工艺设备,其特征在于:所述导热弧板(37)的外弧面设置有螺旋状的线槽(44),线槽(44)的中间贯穿设置有内凹式的安装槽(43),加热线圈(38)的螺旋线缆的中间固定粘接在绝热板上,绝热板卡接在安装槽(43)中,左右对称的一对夹持卡箍(19)中的线缆相互贴合组成加热线圈(38),加热线圈(38)的两端贯穿夹持卡箍(19),且加热线圈(38)通过折叠线缆(42)电性连接高频加热电源(8)。
5.根据权利要求4所述的钢结构镀锌件焊接前新型除锌工艺设备,其特征在于:所述加热板(35)为半圆环状弧板,加热板(35)的上下端部分别设置有错位槽(39)和凸出板(40),左右对称的一对加热板(35)上的错位槽(39)和凸出板(40)相互挤压插接安装。
6.根据权利要求4所述的钢结构镀锌件焊接前新型除锌工艺设备,其特征在于:所述夹持卡箍(19)的前后两端设置有延伸弧板(13),所述延伸弧板(13)中内置吸气泵,延伸弧板(13)的内壁上设置有圆周阵列分布的多组吸气孔(20),吸气孔(20)连通吸气泵,吸气泵的输出端连通排气折叠管(41)。
7.根据权利要求1所述的钢结构镀锌件焊接前新型除锌工艺设备,其特征在于:所述滑动夹持座(9)中固定安装有轴承(27),所述钢结构镀锌管的端部固定夹持在轴承(27)中,滑动夹持座(9)的侧壁上设置有端盖(22),端盖(22)上转动安装有驱动轴(23),驱动轴(23)外接驱动组件,驱动轴(23)的另一端延伸至滑动夹持座(9)的内腔中,驱动轴(23)的内端连接有转盘(24),转盘(24)固定连接轴承(27)并驱动钢结构镀锌管转动。
8.根据权利要求7所述的钢结构镀锌件焊接前新型除锌工艺设备,其特征在于:所述轴承(27)是由外圈(30)、内圈(32)和滚子(33)组成,滑动夹持座(9)中设置有阶梯插槽(26),所述外圈(30)的端部设置有固定环(31),固定环(31)的外径大于外圈(30)的外径,固定环(31)压合在阶梯插槽(26)的阶梯面上,且固定环(31)通过螺钉固定在阶梯插槽(26)内壁上。
9.根据权利要求8所述的钢结构镀锌件焊接前新型除锌工艺设备,其特征在于:圆周阵列分布的多组所述滚子(33)转动安装在外圈(30)、内圈(32)之间,所述内圈(32)靠近端盖(22)的一端端面上设置有圆周阵列分布的多组插孔(34),所述转盘(24)上设置有与插孔(34)一一对应插接的插杆(25)。
10.根据权利要求9所述的钢结构镀锌件焊接前新型除锌工艺设备,其特征在于:所述内圈(32)的内壁上设置有左右对称的一对伸缩杆(28),所述伸缩杆(28)的另一端连接有弧形卡板(29),圆周阵列分布的一对所述弧形卡板(29)夹持在钢结构镀锌管的端部外壁上。
技术总结
本发明涉及金属管的除锌技术领域,具体为钢结构镀锌件焊接前新型除锌工艺设备,加工架的上端依次固定安装有间隔分布的清理架、冷却架和加热架,加工架靠近加热架的一端端部设置有定位座,加工架的中设置有横向滑动安装的滑动夹持座,滑动夹持座与定位座之间转动夹持安装有钢结构镀锌管,有益效果为:通过采用感应加热线圈加热镀锌钢管的方式,实现对钢结构镀锌管进行局部加热,从而当镀锌管的温度达到419℃后,锌层开始熔化,镀锌件表面的锌层经过高温变成氧化锌后就不在金属管壁依附通过快速的冷却,使得氧化锌保持脆性,并通过相对的转动驱动和清理刷辊的配合,将氧化锌轻松的擦去,大大提高了对镀锌钢管的除锌处理效率。
技术研发人员:孙开润,陈金宇,薛婷
受保护的技术使用者:河南天元装备工程股份有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!