一种干法刻蚀设备石英部件表面金属硼氯化物的清洗方法与流程
本发明涉及石英部件表面清洗,一种干法刻蚀设备石英部件表面金属硼氯化物的清洗方法,是干法刻蚀设备为晶圆制造过程中产生的污染物提供载体的关键核心零部件。
背景技术:
1、晶圆厂金属干法刻蚀铝工艺是依靠高频辉光放电形成的化学活性游离基与被刻蚀的铝材料发生化学反应的过程,其过程如下:
2、1.气体进入腔内,在高频电场的作用下,电子或分子碰撞产生反应基团。
3、2.反应基扩散到被腐蚀的铝材表面并被吸附在表面。
4、3.发生化学反应:3-1产生金属硼氯化物被石英部件吸附。3-2 产生气体被真空泵吸出。其中3-1吸附过程中,石英部件表面吸附污染物达到饱和状态,此时石英部件需要下机做精密清洗,清洗后的石英部件在上机使用。
5、针对这种石英部件开发可往复多次精密循环清洗的工艺,清洗后达到晶圆厂可上机使用的状态。
技术实现思路
1、针对晶圆厂金属干法刻蚀工艺过程中,使用酸性气体三氯化硼刻蚀金属铝,刻蚀后的污染物会吸附在石英片等石英部件表面,刻蚀过程时长达到规定的时间上限后,石英部件表面吸附污染物达到饱和状态。针对这种石英部件设计可往复多次精密循环清洗的工艺,清洗后达到晶圆厂可上机使用的状态。
2、本发明采用的技术方案是:
3、一种干法刻蚀设备石英部件表面金属硼氯化物的清洗方法,循环清洗骤如下:
4、1)初次来料检查,使用强光手电筒和放大镜目视检查石英部件非工作面表面是否有缺损、裂纹等缺陷;
5、2)纯水冲洗,并使用7447-7449#百洁布擦拭石英部件表面污染物,达到目视可看到石英材质的状态;
6、3)丙酮浸泡,石英部件完全浸没在丙酮溶液中,浸泡时间为30-120min;
7、4)高压水洗,压力:4-10mpa,纯水流量:8-20l/min;
8、5)烘烤干燥,温度为105-180℃,时间为30-120min;
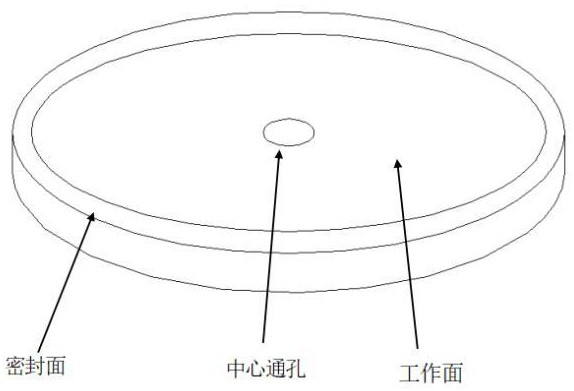
9、6)二次来料检查,检查石英部件表面工作面,由于初次石英部件工作面被沉积的污染物覆盖,无法检测到,去除工作面污染物后对工作面检查;
10、7)防护,用专用工装防护石英部件密封面;
11、8)喷砂处理,砂材为g220-400#玻璃珠,压力为2.5-6kg/cm²,喷砂枪头距部件距离为15-20cm,喷枪和部件中心角度为60°-90°;
12、9)检测:粗糙度测量:spec:ra=40-80μinch;
13、10)去掉密封面防护,并使用无尘布蘸ipa擦拭密封面;
14、11)超声波清洗为28-40khz,10-30min;
15、12)100级无尘室超声波溢流清洗,40-132khz,5-25min,溢流口纯水电阻值控制为≥4mω,溢流口纯水toc控制为<10ppb;
16、13)烘烤干燥,温度为150-200℃,时间为2-4h;
17、14)uv灯检测,在暗室中检测,uv灯照射后目视检测无亮斑;
18、15)particle检测为≥0.3μm particle≤1ea/cm²;
19、16)真空加防静电包装。
20、本发明的优点是:
21、1、不使用酸碱化学品,清洗过程中不会对部件本身造成损伤,且清洗后酸碱化学品废液零排放。
22、2、石英部件可持续循环清洗,直至该产品出现破损缺陷后报废。
技术特征:
1.一种干法刻蚀设备石英部件表面金属硼氯化物的清洗方法,其特征在于,
技术总结
本发明是一种干法刻蚀设备石英部件表面金属硼氯化物的清洗方法,循环清洗骤如下:1)初次来料检查;2)纯水冲洗,并使用百洁布擦拭部件表面污染物;3)丙酮浸泡;4)高压水洗;5)烘烤干燥;6)二次来料检查石英部件工作面;7)用专用工装防护石英部件密封面;8)喷砂处理;9)检测粗糙度测量;10)去掉密封面防护;11)超声波清洗;12)100级无尘室超声波溢流清洗;13)烘烤干燥;14)UV灯检测;15)Particle检测;16)真空加防静电包装。本发明不使用酸碱化学品,清洗过程中不会对部件本身造成损伤,且清洗后酸碱化学品废液零排放,清洗后达到晶圆厂可上机使用。
技术研发人员:王志远,李文明
受保护的技术使用者:沈阳富创精密设备股份有限公司
技术研发日:
技术公布日:2024/2/1
- 还没有人留言评论。精彩留言会获得点赞!