一种多工位定点清洗方法与流程
本发明涉及零部件加工,具体涉及一种多工位定点清洗方法。
背景技术:
1、随着我国工业的持续发展,特别是汽车工业的高速发展,汽车零部件的加工质量受到了越来越多的重视。一台完整的汽车中包括数以千计的零部件,其中占比较高的就是金属部件。这些金属部件往往需要经过压铸形成特定的形状后再用于汽车建造中。比如新能源汽车中常见的电池包隔档,其通常作为分隔电池组的零件,起到保护电池组避免其相互碰撞的作用。
2、现有技术中如公开号为cn108856095a的中国专利,公开了一种汽车零部件清洗产线及清洗方法,其利用传送装置运输汽车零部件,对零部件依次进行喷淋洗、超声洗、喷淋漂洗、纯水洗后,再进行风干,已达到清洗零部件的目的。
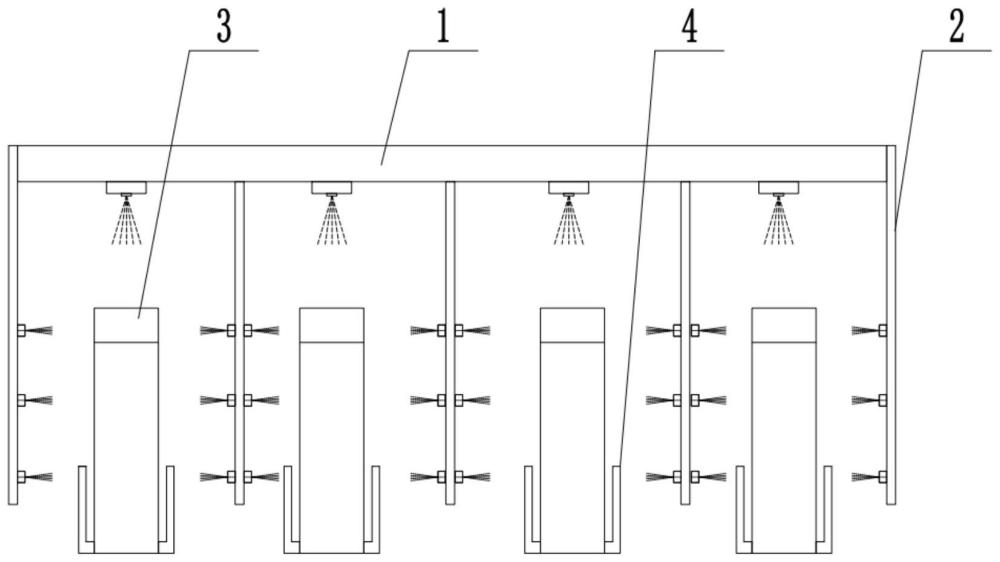
3、但是如新能源汽车中常见的电池包隔档,其结构如图1所示,这类零部件结构较为简单,但是其表面不完整,存在较多贯穿凹槽和螺纹孔洞,这就导致了其表面存在较多难清洗的死角,采用一般的清洗方式难以清洗到其凹槽和孔洞内部,造成零部件清洗不彻底,影响后续零部件的加工和使用。
技术实现思路
1、本发明意在提供一种多工位定点清洗方法,以解决现有清洗方法无法完成如电池包隔档等表面凹陷、孔洞较多,存在多处清洗死角的零部件的清洗工作,导致清洗后的零部件存在清洗不干净的技术问题。
2、为达到上述目的,本发明采用如下技术方案:一种多工位定点清洗方法,包括以下步骤:
3、s1上料:将待清洗零部件固定在传送装置上,保持待清洗零部件中主要清洗面相对传送装置呈竖直状态;
4、s2喷洗:所述喷洗区包括扫描喷洗段、定点喷洗段和扫描漂洗段,将待清洗零部件运输至喷洗区,先使用喷枪从上至下对待清洗零部件进行扫描式喷淋清洗;再使用喷枪对待清洗零部件进行定点喷淋清洗;最后再使用喷枪对待清洗零部件进行扫描喷淋漂洗;
5、s3切水:将待清洗零部件运输至切水区,使用风嘴对隔档先进行扫描切水后再进行定点切水;
6、s4冷热风干:将待清洗零部件运输至风干区,先使用热风风干,再使用冷风风干,冷风风干后下料。
7、本方案的原理及优点是:
8、本方案适用于如电池包隔档等零部件的清洗,此类零部件由于表面凹凸和孔洞较多,在清洗时存在较多的清洗死角。现有技术对此类零部件的清洗方式多采用常规清洗方法,只进行简单的扫描喷洗和漂洗,再进行烘干,这样的清洗方式只能将零部件的表面清洗干净,对零部件中的清洗死角则是效果不佳,清洁度无法达标,影响后续的加工如酸洗效果。
9、本方案发明人针对上述实际工作中存在的问题,在清洗中将待清洗零部件的主要清洗面保持竖直,这样能够保证喷枪可以覆盖主要清洗面。并且相比于现有技术,本申请人在清洗步骤中加入了定点清洗的方式,这样在清洗时就不会由于只进行扫洗而导致对清洗死角的清洗力度不够,导致清洗死角不能被完全清洗干净。特别是针对表面有较多孔洞的零部件,定点清洗可以有效的去除孔洞内残有的污渍,保证清洗后零部件的清洁度。同时本申请在烘干零部件前进行了切水处理,这样能够有效的去除零部件中各部位残余水分,提高烘干效率和效果,还能避免直接烘干导致零部件表面残留有水渍印迹。
10、优选的,作为一种改进,所述s1中传送装置的运行速度为0.3~1.5m/min。
11、本申请中,依据要处理的零部件时间情况,控制传送装置的运行速度保证其可以清洗工作效率,若速度过快则会发送漏洗,导致清洗工序合格率下降;若速度过慢则会降低工作效率。
12、优选的,作为一种改进,所述s2中喷洗水温为45℃~50℃,喷洗水ph值为7~8。
13、本申请中,针对零部件表面主要污渍为油脂类化合物和加工碎屑,水温温度过低清洗效果较差。同时保持喷洗水呈弱碱性有利于油脂类化合物分解,提高清洗效果。
14、优选的,作为一种改进,所述扫描喷洗段、扫描漂洗段中设有喷枪装置,所述喷枪装置包括相互垂直设置的上喷枪组和侧喷枪组,所述上喷枪组和侧喷枪组包括若干喷枪,所述喷枪上设有若干喷嘴;所述上喷枪组设置于待清洗零部件上方,所述侧喷枪组设置于待清洗零部件两侧;所述定点喷洗段设有上喷枪组。
15、本申请中,喷枪装置中设置上喷枪组和侧喷枪组可以保证对待清洗零部件进行三个面的清洗,基本覆盖了待清洗零部件的全部外表面。
16、优选的,所述上喷枪组中喷枪长度为580-600mm,所述上喷枪上喷嘴数量为6~12个的,所述相邻喷嘴间隔为40-70mm;所述侧喷枪组中喷枪长度为95-105mm,所述侧喷枪上喷嘴数量为3~4个,所述相邻喷嘴间隔为10-20mm。
17、本申请中,将侧喷枪组中喷枪上的喷嘴数量和间隔进行限定,这样可以保证侧喷枪组可可以覆盖整个待清洗零部件的竖面,保证清洗效果。同时对上喷枪中喷枪上的喷嘴数量和间隔进行限定,保证了待清洗零部件中存在的安装螺纹孔或其他孔洞在清洗时均有对应喷射的喷嘴,提高上喷洗的效果。
18、优选的,作为一种改进,所述定点喷淋清洗中喷枪为旋转喷枪,旋转角度为0~15°。
19、本申请中,在定点清洗中将喷枪设置为可旋转喷枪,这样更有利于提高定点清洗的覆盖范围。同时喷枪在旋转过程中会与待清洗零部件表面呈一定角度,这样更有利于清洗到各个死角。
20、优选的,作为一种改进,所述定点喷洗段的侧喷枪组中还包括位于相邻待清洗零部件之间的侧喷枪。
21、本申请中,定点喷洗段主要用于清除待清洗零部件较难清洗的孔洞、凹槽中的污垢,在因此本申请在相邻的待清洗零部件中也设置了侧喷枪组,主要可以保证对每个待清洗的零部件进行全面定点清洗,保证其不出现清洗死角,提高产品的清洁度。
22、优选的,作为一种改进,所述s2中扫描喷洗的水压为2~3kg/cm2,定点喷洗的水压为4~6kg/cm2,扫描喷淋漂洗的水压为2~3kg/cm2,三段喷洗时间均为60~80s。
23、本申请中,扫描喷洗的主要目的是去除零部件表面易去除的污渍,因此其水压较低。定点清洗主要用于去除零部件孔洞内的污渍,需要提高其水压保证清洗效果。本申请中三段喷洗的时间保持在60~80s,这样可以保证清洗后零件的清洁度达标。
24、优选的,作为一种改进,所述s3中切水的风速为10~14米/秒,压力为0.4~0.6mpa,扫描切水和定点切水时间均为60~80s。
25、本申请中,利用吹风将零部件表面上的水滴和水珠吹掉,这样可以避免直接烘干导致零部件表面残留水渍印迹。以上参数为实际工作中较优条件。
26、优选的,作为一种改进,所述s4中热风风干温度为50~55℃,冷风风干温度为20~25℃,风干时间为60~80s。
技术特征:
1.一种多工位定点清洗方法,其特征在于:包括以下步骤:
2.根据权利要求1所述的一种多工位定点清洗方法,其特征在于:所述s1中传送装置的运行速度为0.3~1.5m/min。
3.根据权利要求1所述的一种多工位定点清洗方法,其特征在于:所述扫描喷洗段、扫描漂洗段中设有喷枪装置,所述喷枪装置包括相互垂直设置的上喷枪组和侧喷枪组,所述上喷枪组和侧喷枪组包括若干喷枪,所述喷枪上设有若干喷嘴;所述上喷枪组设置于待清洗零部件上方,所述侧喷枪组设置于待清洗零部件两侧;所述定点喷洗段设有上喷枪组。
4.根据权利要求3所述的一种多工位定点清洗方法,其特征在于:所述上喷枪组中喷枪长度为580~600mm,所述上喷枪上喷嘴数量为6~12个的,所述相邻喷嘴间隔为40~70mm;所述侧喷枪组中喷枪长度为95~105mm,所述侧喷枪上喷嘴数量为3~4个,所述相邻喷嘴间隔为10~20mm。
5.根据权利要求4所述的一种多工位定点清洗方法,其特征在于:所述定点喷淋段中喷枪的喷嘴为可旋转喷嘴,旋转角度为0~15°。
6.根据权利要求5所述的一种多工位定点清洗方法,其特征在于:所述定点喷洗段的侧喷枪组中还包括位于相邻待清洗零部件之间的侧喷枪。
7.根据权利要求6所述的一种多工位定点清洗方法,其特征在于:所述s2中喷洗水温为45℃~50℃,喷洗水ph值为7~8。
8.根据权利要求7所述的一种多工位定点清洗方法,其特征在于:所述s2中扫描式喷淋清洗的水压为2~3kg/cm2,定点喷淋清洗的水压为4~6kg/cm2,扫描喷淋漂洗的水压为2~3kg/cm2,三段喷洗时间均为60~80s。
9.根据权利要求1所述的一种多工位定点清洗方法,其特征在于:所述s3中切水的风速为10~14米/秒,压力为0.4~0.6mpa,扫描切水和定点切水时间均为60~80s。
10.根据权利要求1所述的一种多工位定点清洗方法,其特征在于:所述s4中热风风干温度为50~55℃,冷风风干温度为20~25℃,风干时间为60~80s。
技术总结
本发明涉及零部件加工技术领域,公开了一种多工位定点清洗方法,包括S1上料:将待清洗的零部件固定在传送装置上,保持待清洗零部件中主要清洗面相对传送装置呈竖直状态;S2喷洗:将待清洗零部件运输至喷洗区,先使用喷枪从上至下对待清洗零部件进行扫描式喷淋清洗;再使用喷枪对待清洗零部件进行定点喷淋清洗;最后再使用喷枪对待清洗零部件进行扫描喷淋漂洗;S3切水:将待清洗零部件运输至切水区,使用风嘴对隔档先进行扫描切水后再进行定点切水;S4冷热风干:将待清洗零部件运输至风干区,先使用热风风干,再使用冷风风干,冷风风干后下料等步骤。本发明解决了现有清洗方法在清洗表面凹陷、孔洞较多的零部件时清洗不干净的技术问题。
技术研发人员:陈祖勇
受保护的技术使用者:重庆渝江压铸股份有限公司
技术研发日:
技术公布日:2024/2/25
- 还没有人留言评论。精彩留言会获得点赞!