一种焊烟吸收净化器的自调吸力式吸烟机构及其使用方法与流程
本发明涉及大气污染防治,具体为一种焊烟净化器的自调吸力吸烟机构及其使用方法。
背景技术:
1、焊接、切割、抛光、打磨等施工是建筑、机械加工等行业一道重要的工序,金属或非金属等焊接材料在高温、高热的焊接过程中产生蒸汽,经氧化和冷凝而形成大量焊接烟尘烟气(如氮氧化物、臭氮、一氧化碳、粉尘颗粒物等),这些烟尘烟气在空气中悬浮并迅速累积,既对大气环境造成污染,又危害人类身体健康,人体吸入后能引起头晕脑胀、皮肤过敏、哮喘咳嗽、胸闷气短,严重则会导致呼吸道感染、破坏消化系统,因此,焊接烟尘烟气经吸收净化后再排放对环境和人类身体健康都是十分必要的。由于焊接对象和材料不同,使得焊烟烟量不稳定,一些烟团较大或时大时小,而现有大部分焊烟净化器的吸烟机构为固定吸风量,无法根据焊烟浓度判断所需的吸力来调节电机转速自动改变吸力,要么是风机满负荷工作,要么使用多个风机以达到吸烟效果,既造成电能浪费,又影响风机使用寿命,对焊烟的吸收效率并不理想,大量焊烟因未被有效吸收至净化室净化而逸散至空气中,造成大气污染并影响人体健康。
技术实现思路
1、1.要解决的技术问题
2、本发明的目的在于克服上述背景技术中现有技术的不足,提供了一种焊烟净化器的自调吸力吸烟机构,采用本发明的技术方案,利用焊烟检测器检测到的焊烟浓度而自动调整吸烟机构的吸力,将焊烟尽可能吸收并输送至净化室内部处理,继而解决焊烟吸收效率低的问题。
3、2.技术方案
4、为实现上述目的,本发明提供如下技术方案:
5、本发明的一种焊烟净化器的自调吸力吸烟机构,包括壳体、吸收组件、调控组件,所述吸收组件包括蜗轮风机,所述蜗轮风机包括蜗轮、调速电机,所述调速电机输出端与蜗轮传动连接,该蜗轮风机将焊烟吸收并输出处理,所述调控组件用于控制风量大小与设定吸烟模式。
6、作为本发明更进一步的改进,所述吸收组件还包括吸烟罩、波纹管、焊烟检测器、风机进风管、风机出风管,所述吸烟罩与波纹管一端相连,波纹管能拉伸且调整方向,所述波纹管另一端与焊烟检测器一端螺纹相连,所述焊烟检测器另一端与风机进风管螺纹相连,所述风机进风管贯穿于壳体,上述蜗轮风机的吸风口与风机进风管连通,上述蜗轮风机的出风口与风机出风管连通,所述风机出风管延伸至净化室内部。
7、作为本发明更进一步的改进,所述壳体底部四角安装有带刹车万向轮,所述蜗轮风机位于壳体内部。
8、作为本发明更进一步的改进,所述焊烟检测器为红外线烟雾浓度检测器,包括红外发射端与红外接收端,所述红外发射端与红外接收端中心对称地位于焊烟检测器进气口两侧。
9、作为本发明更进一步的改进,所述风机进风管伸出壳体外部长度较短,以便使所述焊烟检测器能贴近右侧壳体外部,与调控组件中的控制器通过插头电性相连,波纹管和风机进风管两者在取下焊烟检测器后可直接螺纹连接,在焊烟检测器无法正常工作的情况下吸烟机构能以固定模式工作。
10、作为本发明更进一步的改进,所述调控组件包括电机驱动模块、控制面板、电源开关、调节模式按钮、固定模式按钮、指示灯、控制器,所述电机驱动模块与调速电机输入端电性相连,所述控制面板位于正面壳体左下方,所述控制器位于控制面板对应位置的壳体内,所述控制器与电机驱动模块电性相连,所述电源开关、调节模式按钮、固定模式按钮、指示灯位于控制面板内,所述指示灯可显示焊烟吸收净化器的工作状态。
11、作为本发明更进一步的改进,具有固定模式与调节模式两种吸烟模式,固定模式为固定吸风量,调节模式为根据焊烟检测器检测的焊烟浓度自动调整吸风量改变吸力,吸烟模式通过调节模式按钮与固定模式按钮切换。
12、作为本发明更进一步的改进,所述控制器设定有最小浓度阈值,当焊烟浓度等于或小于设定的最小浓度阈值时,触发控制器通过电机驱动模块使调速电机以最低转速运转,当焊烟浓度大于设定的最小浓度阈值时,吸烟机构自动恢复为调节吸烟模式。
13、一种焊烟净化器的自调吸力吸烟机构的使用方法具体为:
14、推动焊烟净化器的自调吸力吸烟机构靠近焊接工位,拉动波纹管调整吸烟罩的位置接近焊接点位,随后接通电源并启动电源开关,按下控制面板上的调节模式按钮或固定模式按钮,以选择吸烟模式固定模式或自动调节模式,开始对焊烟进行净化,所述的焊烟净化器的自调吸力吸烟机构为权利要求8中所描述的焊烟净化器的自调吸力吸烟机构;在蜗轮风机的作用下通过吸烟罩吸收焊烟并将焊烟输送到风机进风管,并通过风机出风管输送至净化室内部,当焊烟检测器检测到焊烟浓度增大或减小时,将信号发送至控制器,控制器通过电机驱动模块相应地调节蜗轮风机的转速增大或减小,以适应焊烟浓度;当焊烟检测器因损坏或被焊烟污染时,拔下插头并取下焊烟检测器,直接将波纹管和风机进风管螺纹连接,并将按下控制面板上的固定模式按钮,将吸烟模式切换至固定模式,吸烟机构的蜗轮风机以固定吸力工作。
15、与已有技术相比,采用本发明提供的技术方案具有以下显著效果:
16、(1)本发明的一种焊烟净化器的自调吸力吸烟机构,其设置于进风口的焊烟检测器实时检测焊烟浓度,控制器可据此控制调速电机转速,改变蜗轮风机吸风量使吸力发生改变,当焊烟浓度较大时,可加大蜗轮风机吸风量以增加吸力,而当焊烟浓度较小时,可及时降低蜗轮风机吸风量以减小吸力,既可避免因吸力不够而降低对高浓度焊烟的处理效果,又能在焊烟浓度降低时及时降低吸风量以降低能耗,并延长风机使用寿命。
17、(2)本发明的一种焊烟净化器的自调吸力吸烟机构,具有固定模式与自动调节模式,且能在两种模式间自由切换,在焊烟检测器故障时不影响使用,当焊烟检测器损坏后,可在取下焊烟检测器后直接将波纹管与风机进风管连接,并切换至固定模式,调速电机能以固定的转速转动,避免因焊烟检测异常时调速电机转速变小而无法将焊烟吸收。
18、(3)本发明的一种焊烟净化器的自调吸力吸烟机构,控制器设定有最小浓度阈值,当焊烟浓度等于或小于设定的最小浓度阈值时,触发控制器通过电机驱动模块调速电机以最低转速运转,避免因焊烟浓度过低而使吸烟机构停摆。
19、(4)本发明的一种焊烟净化器的自调吸力吸烟机构,结构简单,智能便捷,维护成本低。
技术特征:
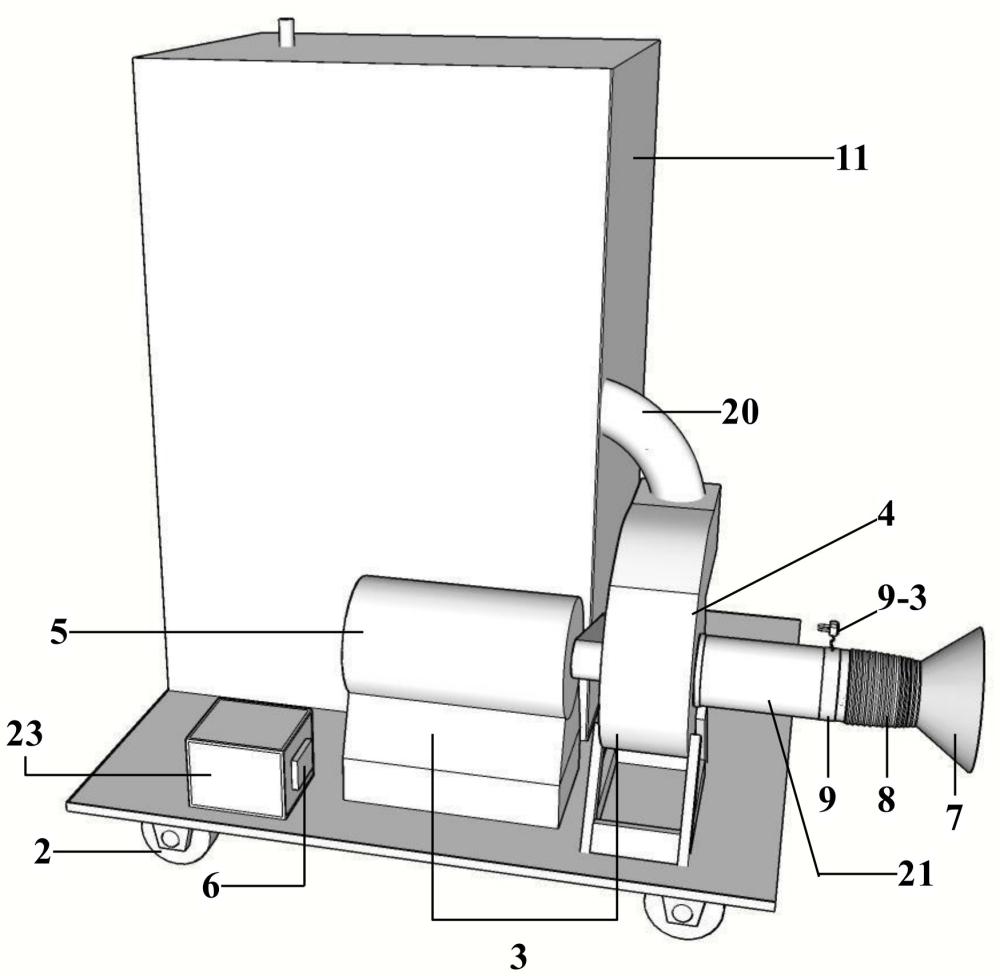
1.一种焊烟净化器的自调吸力吸烟机构,包括壳体(1)、吸收组件和调控组件,所述吸收组件包括蜗轮风机(3),所述蜗轮风机(3)包括蜗轮(4)、调速电机(5),所述调速电机(5)输出端与蜗轮(4)传动连接,所述蜗轮风机(3)将焊烟吸收并输出,所述调控组件用于控制吸风量大小与设定吸烟模式。
2.根据权利要求1所述一种焊烟净化器的自调吸力吸烟机构,其特征在于:所述吸收组件还包括吸烟罩(7)、波纹管(8)、焊烟检测器(9)、风机进风管(21)、风机出风管(20),所述吸烟罩(7)与能拉伸且调整方向的波纹管(8)一端相连,所述波纹管(8)另一端与焊烟检测器(9)一端螺纹相连,所述焊烟检测器(9)另一端与风机进风管(21)螺纹相连,所述风机进风管(21)贯穿于壳体(1),上述蜗轮风机(3)的吸风口与风机进风管(21)连通,上述蜗轮风机(3)的出风口与风机出风管(20)连通,所述风机出风管(20)延伸至净化室(11)内部。
3.根据权利要求1所述一种焊烟净化器的自调吸力吸烟机构,其特征在于:所述壳体(1)底部四角安装有带刹车万向轮(2),所述蜗轮风机(3)位于壳体(1)内部。
4.根据权利要求2所述一种焊烟净化器的自调吸力吸烟机构,其特征在于:所述焊烟检测器(9)为红外线烟雾浓度检测器,包括红外发射端(9-1)与红外接收端(9-2),所述红外发射端(9-1)与红外接收端(9-2)中心对称地位于焊烟检测器进气口两侧。
5.根据权利要求4所述一种焊烟净化器的自调吸力吸烟机构,其特征在于:所述风机进风管(21)伸出壳体(1)外部长度较短,以便使所述焊烟检测器(9)能贴近右侧壳体(1)外部,焊烟检测器(9)与调控组件中的控制器(23)通过插头(9-3)电性相连,波纹管(8)和风机进风管(21)两者在取下焊烟检测器(9)后可直接螺纹连接,在焊烟检测器(9)无法正常工作的情况下吸烟机构能以固定模式工作。
6.根据权利要求5所述一种焊烟净化器的自调吸力吸烟机构,其特征在于:所述调控组件包括电机驱动模块(6)、控制面板(22)、电源开关(22-1)、调节模式按钮(22-2)、固定模式按钮(22-3)、指示灯(22-4)、控制器(23),所述电机驱动模块(6)与调速电机(5)输入端电性相连,所述控制面板(22)位于正面壳体(1)左下方,所述控制器(23)位于控制面板(22)对应位置的壳体内,所述控制器(23)与电机驱动模块(6)电性相连,所述电源开关(22-1)、调节模式按钮(22-2)、固定模式按钮(22-3)、指示灯(22-4)位于控制面板(22-1)内,所述指示灯(22-4)显示吸烟机构的工作状态。
7.根据权利要求6所述一种焊烟净化器的自调吸力吸烟机构,其特征在于:具有固定模式与调节模式两种吸烟模式,固定模式为固定吸风量,调节模式为根据焊烟检测器(9)检测的焊烟浓度自动调整吸风量改变吸力,吸烟模式通过调节模式按钮(22-2)与固定模式按钮(22-3)切换。
8.根据权利要求6所述一种焊烟净化器的自调吸力吸烟机构,其特征在于:所述控制器(23)设定有最小浓度阈值,当焊烟浓度等于或小于设定的最小浓度阈值时,触发控制器(23)通过电机驱动模块(6)使调速电机(5)以最低转速运转,当焊烟浓度大于设定的最小浓度阈值时,吸烟机构自动恢复为调节吸烟模式。
9.一种焊烟净化器的自调吸力吸烟机构的使用方法为:推动焊烟净化器的自调吸力吸烟机构靠近焊接工位,拉动波纹管(8)调整吸烟罩(7)的位置接近焊接点位,随后接通电源并启动电源开关(22-1),按下控制面板(22)上的调节模式按钮(22-2)或固定模式按钮(22-3),以选择吸烟模式固定模式或自动调节模式,开始对焊烟进行净化,所述的焊烟净化器的自调吸力吸烟机构为权利要求8中所描述的焊烟净化器的自调吸力吸烟机构;在蜗轮风机(3)的作用下通过吸烟罩(7)吸收焊烟并将焊烟输送到风机进风管(21),并通过风机出风管(20)输送至净化室(11)内部,当焊烟检测器(9)检测到焊烟浓度增大或减小时,将信号发送至控制器(23),控制器(23)通过电机驱动模块(6)相应地调节蜗轮风机(3)的转速增大或减小,以适应焊烟浓度;当焊烟检测器(9)因损坏或被焊烟污染时,拔下插头(9-3)并取下焊烟检测器(9),直接将波纹管(8)和风机进风管(21)螺纹连接,并将按下控制面板(22)上的固定模式按钮(22-3),将吸烟模式切换至固定模式,吸烟机构的蜗轮风机(3)以固定吸力工作。
技术总结
本发明公开了一种焊烟净化器的自调吸力吸烟机构及其使用方法,属于大气污染防治技术领域。本发明包括壳体、带刹车万向轮、吸收组件和调控组件,所述吸收组件用于将焊烟吸收并输出,包括蜗轮风机、吸烟罩、波纹管、焊烟检测器、风机进风管、风机出风管,所述焊烟检测器包括红外发射端、红外接收端,该焊烟检测器与控制器通过插头电性相连,所述调控组件用于控制风量大小与设定吸烟模式,包括电机驱动模块、控制面板、电源开关、调节模式按钮、固定模式按钮、指示灯、控制器。本发明能根据焊烟浓度自动调节蜗轮风机转速改变吸烟机构对焊烟的吸力,大大提高了对焊接烟尘的吸收效率,且在焊烟检测器异常时能调整为固定模式而不影响使用。
技术研发人员:胡伟,徐丽
受保护的技术使用者:宜宾市翠屏生态环境局
技术研发日:
技术公布日:2024/3/17
- 还没有人留言评论。精彩留言会获得点赞!