一种变压器钢片点胶工装的制作方法
1.本实用新型涉及变压器技术领域,特别涉及一种变压器钢片点胶工装。
背景技术:
2.变压器是电器行业中广泛使用的元器件,其铁芯是由多块相同的钢片叠在一起粘贴牢固后使用的,但是叠在一起的钢片有时候会参差不齐,这样的铁芯会影响变压器的寿命和使用安全。
3.但是,现有技术中,没有用于将钢片堆叠到一起并黏贴的设备,现有技术对变压器钢片点胶都是人工进行,不能保证生产的铁芯的质量,而且工作效率还很低,浪费人力资源。
技术实现要素:
4.本实用新型提供了一种变压器钢片点胶工装,以解决现有技术中没有专门用于变压器钢片点胶的设备的问题。
5.为了解决上述技术问题,本实用新型的技术方案为:
6.一种变压器钢片点胶工装,包括设置有凹槽的工作盒,所述凹槽为长方体结构,所述凹槽内设置有可左右移动的定位单元,所述工作盒前端设置有紧固单元,所述紧固单元的端部穿过所述工作盒延伸至所述凹槽,且所述紧固单元的端部设置有推片,所述紧固单元用于带动所述推片在所述凹槽内前后移动。
7.进一步的:所述定位单元包括定位块,所述定位块前后两侧均设置有定位柱,所述工作盒前后两侧与所述定位柱对应的位置分别设置有条形孔,所述定位柱端部穿过所述条形孔且所述定位柱端部上套设有螺帽。
8.进一步的:所述紧固单元包括紧固丝杠;
9.所述推片的宽度不大于所述变压器钢片的宽度。
10.进一步的:所述工作盒前侧水平的设置有丝杠通孔,所述丝杠通孔内设置有内螺纹,所述紧固丝杠端部通过与所述内螺纹配合以穿过所述丝杠通孔延伸至所述凹槽内。
11.采用上述技术方案,由于可以通过左右移动的定位单元加紧钢片的左右两侧,通过紧固单元加紧钢片的前后两侧,以使钢片整齐,然后进行点胶,待胶干后,松开定位单元和紧固单元,即可得到整齐的铁芯,不需要额外对铁芯整形,且使用简单,加工速度快,能大大提高变压器钢片点胶的效率,节省人力资源。
附图说明
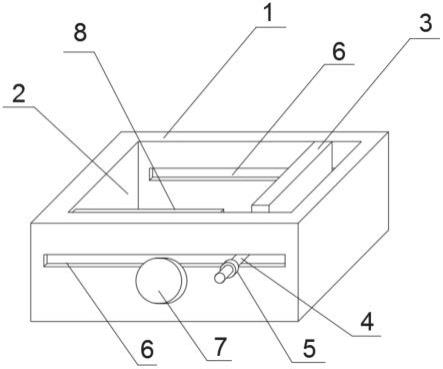
12.图1为本实用新型变压器钢片点胶工装的结构示意图;
13.图2为本实用新型变压器钢片点胶工装的使用状态图;
14.图中,1-工作盒,2-凹槽,3-定位块,4-定位柱,5-螺帽,6-条形孔,7
‑ꢀ
紧固丝杠,8-推片,9-钢片。
具体实施方式
15.下面结合附图对本实用新型的具体实施方式作进一步说明。在此需要说明的是,对于这些实施方式的说明用于帮助理解本实用新型,但并不构成对本实用新型的限定。此外,下面所描述的本实用新型各个实施方式中所涉及的技术特征只要彼此之间未构成冲突就可以相互组合。
16.一种变压器钢片9点胶工装,如图所示,包括设置有凹槽2的工作盒1,凹槽2为长方体结构,凹槽2内设置有可左右移动的定位单元,工作盒1前端设置有紧固单元,紧固单元的端部穿过工作盒1延伸至凹槽2,且紧固单元的端部设置有推片8,推片8的宽度不大于变压器钢片9的宽度,紧固单元用于带动推片8在凹槽2内前后移动。
17.在本实用新型的实施例中,推片8的宽度等于变压器钢片9的宽度。
18.在本实用新型的实施例中,可左右移动的定位单元用于加紧钢片9的左右两侧,使钢片9左右两侧整齐且不发生移位,紧固单元用于加紧钢片9的前后两侧,避免相邻的两个钢片9之间空隙过大,不方便点胶,或者点胶后由于空隙过大,无法将相邻的两个钢片9黏合在一起。
19.具体的,在本实用新型的实施例中,定位单元是这样的结构:定位单元包括定位块3,定位块3的长度不大于凹槽2的长度,定位块3的宽度可以根据需要设置,在此不对定位块3的宽度做限定。
20.定位块3前后两侧均设置有定位柱4,两个定位柱4的长度加上定位块3的长度需大于工作盒1的长度,工作盒1前后两侧与定位柱4对应的位置分别水平的设置有条形孔6,定位柱4端部能够穿过条形孔6,另外定位柱4上设置有螺纹,定位柱4端部上套设有螺帽5。
21.定位块3是这样对钢片9左右定位的:首先拧松螺帽5,使得定位块3能够在凹槽2内左右移动,在本实用新型的实施例中,以定位块3的初始位置在凹槽2的右侧为例进行说明,然后待将所有的钢片9前后排列放置好后,向左移动定位块3,直至定位块3抵在所有钢片9的右侧,且使得所有钢片9的左侧抵在凹槽2左侧壁上,然后拧紧螺帽5,使得定位块3不能再左右移动,这样完成了对钢片9的左右定位。
22.在本实用新型的实施例中,紧固单元为紧固丝杠7结构;丝杠是能够将回转运动转换为直线运动的结构,由于丝杠的结构为现有技术,因此在此不对紧固丝杠7的结构做进一步赘述。
23.对应的,在工作盒1前侧水平的设置有丝杠通孔,丝杠通孔内设置有内螺纹,紧固丝杠7端部通过与内螺纹配合以穿过丝杠通孔延伸至凹槽2内。
24.紧固丝杠7是这样对钢片9前后定位的:完成钢片9的左右定位后,拧紧紧固丝杠7,直至不能拧紧,此时最后侧的钢片9抵在凹槽2的后侧壁上,最前侧的钢片9抵在推片8上。
25.本实用新型的变压器钢片9点胶工装具体是这样使用的:将定位块3拧松并移动至凹槽2的最右侧,并将紧固丝杠7拧松,然后将一定数量的钢片9放置到凹槽2内,向左移动定位块3,直至定位块3抵在所有钢片9的右侧,且使得所有钢片9的左侧抵在凹槽2左侧壁上,然后拧紧螺帽5,使得定位块3不能再左右移动,这样完成了对钢片9的左右定位;然后拧紧紧固丝杠7,直至不能拧紧,此时钢片9前后左右都被限定不能移动,再进行点胶,待胶干后,分别拧松定位块3和紧固丝杠7,即可取出点胶完成的钢片9,即变压器铁芯。
26.以上结合附图对本实用新型的实施方式作了详细说明,但本实用新型不限于所描
述的实施方式。对于本领域的技术人员而言,在不脱离本实用新型原理和精神的情况下,对这些实施方式进行多种变化、修改、替换和变型,仍落入本实用新型的保护范围内。
技术特征:
1.一种变压器钢片点胶工装,其特征在于:包括设置有凹槽的工作盒,所述凹槽为长方体结构,所述凹槽内设置有可左右移动的定位单元,所述工作盒前端设置有紧固单元,所述紧固单元的端部穿过所述工作盒延伸至所述凹槽,且所述紧固单元的端部设置有推片,所述紧固单元用于带动所述推片在所述凹槽内前后移动。2.根据权利要求1所述的变压器钢片点胶工装,其特征在于:所述定位单元包括定位块,所述定位块前后两侧均设置有定位柱,所述工作盒前后两侧与所述定位柱对应的位置分别设置有条形孔,所述定位柱端部穿过所述条形孔且所述定位柱端部上套设有螺帽。3.根据权利要求2所述的变压器钢片点胶工装,其特征在于:所述紧固单元包括紧固丝杠;所述推片的宽度不大于所述变压器钢片的宽度。4.根据权利要求3所述的变压器钢片点胶工装,其特征在于:所述工作盒前侧水平的设置有丝杠通孔,所述丝杠通孔内设置有内螺纹,所述紧固丝杠端部通过与所述内螺纹配合以穿过所述丝杠通孔延伸至所述凹槽内。
技术总结
本实用新型公开了一种变压器钢片点胶工装,包括设置有凹槽的工作盒,所述凹槽为长方体结构,所述凹槽内设置有可左右移动的定位单元,所述工作盒前端设置有紧固单元,所述紧固单元的端部穿过所述工作盒延伸至所述凹槽,且所述紧固单元的端部设置有推片,所述紧固单元用于带动所述推片在所述凹槽内前后移动。本实用新型的变压器钢片点胶工装结构简单,使用方便,能大大提高变压器钢片点胶的效率,节省人力资源。力资源。力资源。
技术研发人员:李志强
受保护的技术使用者:青岛立东电子有限责任公司
技术研发日:2020.08.27
技术公布日:2022/12/15
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1