铝制三维板材涂胶机的制作方法
1.本实用新型涉及涂胶设备技术领域,尤其涉及铝制三维板材涂胶机。
背景技术:
2.目前,涂胶机又称为涂覆机,涂覆机是通过气压将胶水或者油漆之类的液体喷涂到所需要的产品上。现有的涂胶机主要是在产品的端面进行涂胶,在进行板材涂胶作业时,涂胶在板材的端面,在涂覆侧面时,则需将产品立起,涂胶高度较高,涂胶不够方便。且板材侧面面积较小,容易出现涂胶不匀的情况。
技术实现要素:
3.为了克服现有技术的不足,本实用新型的目的在于提供一种铝制三维板材涂胶机,其可在板材的侧边进行涂胶,自动化程度较高。
4.本实用新型的目的采用以下技术方案实现:
5.铝制三维板材涂胶机,包括涂胶台、输送机构以及涂胶机构,所述输送机构安装于涂胶台上,所述涂胶台的两侧均设有涂胶机构;两个涂胶机构分别设于输送机构的输送端面两侧;涂胶机构用于在输送工件时涂布胶水至工件的侧边。
6.优选的,涂胶台的两侧均设有限位板以及限位板驱动组件,所述两个限位板之间间隔形成限位间隔;限位板驱动组件用于带动两个限位板相互靠近或者远离。
7.优选的,所述涂胶机构包括胶桶以及喷胶枪,所述喷胶枪的一端与胶桶连通,所述喷胶枪的另一端用于喷涂胶液;所述喷胶枪的端部由限位板伸出并与限位板的内侧面平齐。
8.优选的,所述限位板包括限位端以及限位凹位,限位端用于与板材侧面抵接;所述喷胶枪的端部伸入所述限位凹位并与限位端的内侧面平齐。
9.优选的,所述输送机构包括多个输送辊筒,多个输送辊筒均枢接于涂胶台上并在涂胶台的长度方向上间隔分布。
10.优选的,所述涂胶台上还设有顶压辊筒,顶压辊筒枢接于输送辊筒的上方;顶压辊筒用于与工件的顶端面滚动配合。
11.相比现有技术,本实用新型的有益效果在于:在进行板材的侧边涂胶时,可将板材放置在输送机构的输送端面上,输送机构进行输送时,输送机构两侧的涂胶机构可同时对板材的侧面进行涂胶,涂胶效率高。
附图说明
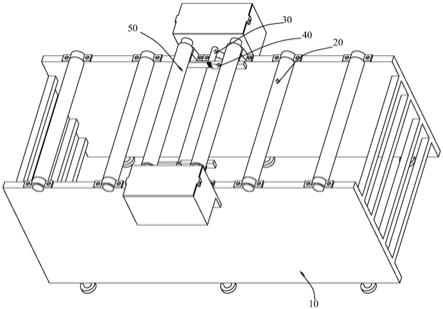
12.图1为本实用新型的结构示意图;
13.图2为本实用新型的板材涂胶状态示意图;
14.图3为本实用新型的局部结构示意图;
15.图4为本实用新型的限位板、限位板驱动组件以及喷胶枪的装配结构示意图。
16.图中:10、涂胶台;20、输送辊筒;30、喷胶枪;40、限位板;41、限位端;42、限位凹位;50、顶压辊筒;60、板材;70、限位板驱动组件。
具体实施方式
17.下面,结合附图以及具体实施方式,对本实用新型做进一步描述:
18.如图1
‑
4所示的铝制三维板材涂胶机,包括涂胶台10、输送机构以及涂胶机构,将输送机构安装于涂胶台10上,而涂胶台10的两侧均设有涂胶机构,将两个涂胶机构分别设于输送机构的输送端面两侧;涂胶机构可在输送工件时涂布胶水至工件的侧边。
19.在上述结构基础上,使用本实用新型的铝制三维板材涂胶机时,在进行涂胶作业时,可将板材60放置在输送机构的输送端面上,启动输送机构,输送机构可输送持续输送板材60,两侧的涂胶机构可在板材60持续输送的过程中,对板材60的两侧面进行涂胶作业,涂胶效率高。
20.具体的是,涂胶台10的两侧均可设有限位板40以及限位板驱动组件70,两个限位板40之间间隔形成限位间隔,该限位板驱动组件70用于带动两个限位板40相互靠近或者远离。在进行板材60输送时,板材60可放置在输送机构的输送端面上,限位驱动组件可带动两个限位板40相互靠近,限位板40可限制在板材60的两侧,防止板材60在涂胶过程中板材60左右移动,涂胶稳定,使涂胶更加均匀。
21.需要说明的是,上述限位板驱动组件70可选用为气缸或者油缸来实现。而两个限位板40相互靠近或者远离可以调整限位间隔的间距,适用于不同宽度的板材60。
22.进一步地,本实施例中的涂胶机构包括胶桶以及喷胶枪30,将喷胶枪30的一端与胶桶连通,喷胶枪30的另一端用于喷涂胶液,喷胶枪30的端部由限位板40伸出并与限位板40的内侧面平齐。如此,喷胶枪30可由限位板40伸出,防止在板材60的侧面涂胶时出现死角,同时又能限位板40又能进行正常的限位左右。而在进行涂胶时,喷胶枪30可将胶桶内的胶液喷出,实现涂胶。
23.当然,上述喷胶枪30可选用为现有技术中的喷枪,其具体结构及工作原理本领域技术人员可直接由现有技术获知,在此不再详细赘述。
24.更具体的是,为了防止喷胶枪30凸出于限位板40,又能正常进行喷涂作业,上述限位板40可包括限位端41以及限位凹位42,限位端41可与板材60侧面抵接,限制板材60的左右运动,而喷胶枪30的端部则伸入限位凹位42并与限位端41的内侧面平齐,限位凹位42可供喷胶枪30安装。
25.优选的,本实施例中的输送机构包括多个输送辊筒20,多个输送辊筒20均枢接于涂胶台10上,并在涂胶台10的长度方向上间隔分布。上述输送辊筒20可选用电动辊筒,或者直接与电机联接,如此输送辊筒20转动,便可带动板材60进行推送,而涂胶过程中的产生的残胶可由两个输送辊筒20之间的间隔掉落,防止输送端面的残胶粘在板材60上而污染板材60。
26.进一步地,还可在涂胶台上还设有顶压辊筒50,将顶压辊筒50枢接于输送辊筒20的上方,而进行板材60输送时,顶压辊筒50可与板材60的顶端面滚动配合,顶压辊筒50可使板材60在传送过程中更加稳定,同时又能辅助进行输送,输送过程更加稳定。
27.对本领域的技术人员来说,可根据以上描述的技术方案以及构思,做出其它各种
相应的改变以及形变,而所有的这些改变以及形变都应该属于本实用新型权利要求的保护范围之内。
技术特征:
1.铝制三维板材涂胶机,其特征在于,包括涂胶台、输送机构以及涂胶机构,所述输送机构安装于涂胶台上,所述涂胶台的两侧均设有涂胶机构;两个涂胶机构分别设于输送机构的输送端面两侧;涂胶机构用于在输送工件时涂布胶水至工件的侧边。2.如权利要求1所述的铝制三维板材涂胶机,其特征在于,涂胶台的两侧均设有限位板以及限位板驱动组件,两个限位板之间间隔形成限位间隔;限位板驱动组件用于带动两个限位板相互靠近或者远离。3.如权利要求2所述的铝制三维板材涂胶机,其特征在于,所述涂胶机构包括胶桶以及喷胶枪,所述喷胶枪的一端与胶桶连通,所述喷胶枪的另一端用于喷涂胶液;所述喷胶枪的端部由限位板伸出并与限位板的内侧面平齐。4.如权利要求3所述的铝制三维板材涂胶机,其特征在于,所述限位板包括限位端以及限位凹位,限位端用于与板材侧面抵接;所述喷胶枪的端部伸入所述限位凹位并与限位端的内侧面平齐。5.如权利要求1
‑
4任意一项所述的铝制三维板材涂胶机,其特征在于,所述输送机构包括多个输送辊筒,多个输送辊筒均枢接于涂胶台上并在涂胶台的长度方向上间隔分布。6.如权利要求5所述的铝制三维板材涂胶机,其特征在于,所述涂胶台上还设有顶压辊筒,顶压辊筒枢接于输送辊筒的上方;顶压辊筒用于与工件的顶端面滚动配合。
技术总结
本实用新型公开了铝制三维板材涂胶机,包括涂胶台、输送机构以及涂胶机构,所述输送机构安装于涂胶台上,所述涂胶台的两侧均设有涂胶机构;两个涂胶机构分别设于输送机构的输送端面两侧;涂胶机构用于在输送工件时涂布胶水至工件的侧边。本实用新型的铝制三维板材涂胶机,其可在板材的侧边进行涂胶,自动化程度较高。高。高。
技术研发人员:刘道洋
受保护的技术使用者:佛山鼎尚空间新材料科技有限公司
技术研发日:2020.09.29
技术公布日:2021/9/9
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1