一种螺栓快速摆排模具的制作方法
1.本申请涉及飞机装配制造技术的工具领域,具体涉及一种螺栓快速摆排以方便涂漆的模具。
背景技术:
2.飞机机体外表面安装了数量庞大的紧固件,装配制造过程中对紧固件表面补漆成了一件费时费力的工作,制约生产现场的劳动效率和产品质量。传统的对紧固件表面进行补漆的方法如下:补漆前先对紧固件头部的机体结构进行保护,然后再用毛刷进行点涂,此方法的缺点是:1、补漆时间较长,补漆效率不高;2、对补漆的技能要求较高,易产生气泡、漆瘤等补漆不规范故障。针对上述问题,通过工艺流程优化,先对紧固件头部进行涂漆,待漆固化后再进行安装紧固件,此方法可以提高紧固件头部表面涂漆的质量,但在线下对大量的紧固件头部涂漆花费时间较长,涂漆效率不高。生产现场急缺一种批量快速摆排以方便涂漆的模具。
技术实现要素:
3.一种螺栓快速摆排模具,该螺栓的杆体直径小于螺栓头部直径,其特征在于,摆排模具含有基座和刮板,所述基座的本体是一个上端开敞的方形箱体,在箱体的中部设有多个平行排列的撑杆,撑杆的直径与螺栓头部直径匹配,撑杆的间隙大于螺栓杆体直径,小于螺栓头部直径,在方形箱体的一侧壁上设有一个窗口,所述的刮板是一个板状结构,在刮板的两端各有一个凹槽,通过凹槽使刮板镶嵌在方形箱体的两侧壁上。
4.所述窗口的底部与撑杆表面齐平,窗口的高度大于螺栓的长度。
5.所述刮板的凹槽内连接有一个滚轮,该滚轮沿箱体的两侧壁可以滚动。
6.使用时,将刮板置于箱体的窗口一侧,用刮板将窗口遮挡,再将需要在头部涂漆的相同规格的螺栓,批量放入方形箱体内,晃动箱体,使螺栓的杆体竖直定位在撑杆的间隙内,螺栓的头部位于撑杆的上方,再将刮板置于箱体的远离窗口一侧,推动刮板,将未定位在撑杆间隙多余的螺栓从箱体一侧的窗口刮出,使箱体内的螺栓均匀的排列在撑杆的间隙中以方便下一步的涂漆工作。
7.本申请的有益效果在于,通过与螺栓匹配的撑杆将螺栓在重力的作用下快速的竖直定位排放,便于对螺栓头部涂漆的状态,具有操作方法简单、摆放时间短等特点,对飞机上需要对紧固件头部涂漆要求的紧固件具有普遍适用性。
8.以下结合实施例附图对本申请做进一步详细描述。
附图说明
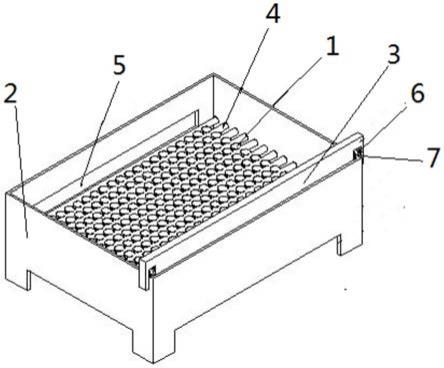
9.图1是螺栓快速摆排模具使用状态结构图。
10.图2是基座结构示意图。
11.图3是刮板结构示意图。
12.图中编号说明:1螺钉、2方形箱体、3刮板、4撑杆、5窗口、6凹槽、7滚轮。
具体实施方式
13.参见附图,本申请的螺栓快速摆排模具,该螺栓1的杆体直径小于螺栓头部直径,摆排模具含有基座和刮板3,所述基座的本体是一个上端开敞的方形箱体2,在箱体的中部设有多个平行排列的撑杆4,撑杆4的直径与螺栓头部直径匹配,撑杆4的间隙大于螺栓1杆体直径,小于螺栓1头部直径,在方形箱体2的一侧壁上设有一个窗口5,所述的刮板3是一个板状结构,在刮板的两端各有一个凹槽6,通过凹槽6使刮板镶嵌在方形箱体2的两侧壁上。为了便于排出多余的螺栓,所述窗口5的底部与撑杆4表面齐平,窗口5的高度大于螺栓1的长度。为了刮板3操作灵活,在刮板3的凹槽6内连接有一个滚轮7,该滚轮7沿方形箱体2的两侧壁可以滚动。
14.下述以4a1
‑
21
‑6×
20螺栓对应的专用模具为例,详细分析。
15.基座长340mm,标明一行至少可摆放340/20=17个螺栓,4a1
‑
21
‑6×
20螺栓头部尺寸大小为11.5mm,考虑到摆放间隙按12mm计算,则一行最多可摆放340/12≈28个螺栓,即一行可摆放17
‑
28个螺栓。由于螺栓直径是φ6,螺栓头部直径为φ11.5,为保障螺栓可以顺利地竖直摆放在模具上,螺栓的螺纹部分必须可以顺利通过底部间隙,但螺栓头部不能通过,因此基座底部间隙设置为8mm;为使螺栓的螺纹部分可以轻松的通过底部间隙,减小螺栓与模具底部的接触面积,减少摩擦力影响,因此模具底部的撑杆选择圆柱形,考虑到螺栓竖直在模具上时螺栓头部的高低,经计算得出,撑杆的直径为8mm比较合理。由上所述,将排列螺栓的行数设定为14行,经计算得出,基座的宽度为242mm。
16.刮板是利用滚轮与基座接触,作用是将方形箱体内多余的螺栓快速清除的工具。模具的工作原理简介:先用刮板将方形箱体上的窗口遮挡,将一定量的螺栓(理论螺栓数量最多不超过28
×
14=392个,实际使用时建议一次放入螺栓数量不超过300个)放入模具的方形箱体中,通过晃动箱体使螺栓快速竖直站立在撑杆之间,将刮板移放在方形箱体远离窗口的一边,利用刮板上的滚轮滚动刮板,将多余的螺栓从方形箱体的窗口刮出;此时螺栓在模具上完成竖直摆放,将模具放置在工作平台上,对螺栓头部进行涂漆或喷漆。
技术特征:
1.一种螺栓快速摆排模具,该螺栓的杆体直径小于螺栓头部直径,其特征在于,摆排模具含有基座和刮板,所述基座的本体是一个上端开敞的方形箱体,在箱体的中部设有多个平行排列的撑杆,撑杆的直径与螺栓头部直径匹配,撑杆的间隙大于螺栓杆体直径,小于螺栓头部直径,在方形箱体的一侧壁上设有一个窗口,所述的刮板是一个板状结构,在刮板的两端各有一个凹槽,通过凹槽使刮板镶嵌在方形箱体的两侧壁上。2.如权利要求1所述的螺栓快速摆排模具,其特征在于,所述窗口的底部与撑杆表面齐平,窗口的高度大于螺栓的长度。3.如权利要求1或2所述的螺栓快速摆排模具,其特征在于,所述刮板的凹槽内连接有一个滚轮,该滚轮沿箱体的两侧壁可以滚动。
技术总结
一种螺栓快速摆排模具,含有基座和刮板,所述基座的本体是一个上端开敞的方形箱体,在箱体的中部设有多个平行排列的撑杆,撑杆的直径与螺栓头部直径匹配,撑杆的间隙大于螺栓杆体直径,小于螺栓头部直径,在方形箱体的一侧壁上设有一个窗口,所述的刮板是一个板状结构,在刮板的两端各有一个凹槽,通过凹槽使刮板镶嵌在方形箱体的两侧壁上。板镶嵌在方形箱体的两侧壁上。板镶嵌在方形箱体的两侧壁上。
技术研发人员:孙建来 唐亚南 郭文娟 孙小平 魏柏林 仇金新
受保护的技术使用者:西安飞机工业(集团)有限责任公司
技术研发日:2020.12.15
技术公布日:2021/10/15
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1