一种利用高频加热的顶锤装配装置
1.本实用新型涉及一种利用高频加热的顶锤装配装置,属于人造金刚石合成辅助设备技术领域。
背景技术:
2.六面顶压机是国内使用最广泛的大腔体压机,这种压机具有自对中性强、造价低、易操作等优点,是国内合成金刚石和立方氮化硼等超硬材料的主要设备。
3.在六面顶压机使用时,顶锤的安装、更换是经常做的工作。顶锤与钢环需要过盈配合,目前的常用技术是将顶锤放到钢环上,利用液压装置或其他机械装置将顶锤压到钢环内(中国专利号:cn202963957u、cn203725127u、cn211411949u)。如果钢环、顶锤加工尺寸有误差,顶锤装配过程将出现卡锤现象,这时需要将顶锤从钢环中用液压装置压出或者热工用力砸出。顶锤装配过程耗费了大量的人工,效率低下,且容易造成钢环和顶锤破裂,造成经济损失。
技术实现要素:
4.本实用新型的目的在于提供一种利用高频加热的顶锤装配装置,用高频加热的方式使钢环在可控的温度下受热膨胀后将顶锤装配钢环内,以解决上述背景技术中的不足。
5.为实现上述目的,本实用新型提供如下技术方案:
6.一种利用高频加热的顶锤装配装置,由液压装置和高频加热装置两部分组成。
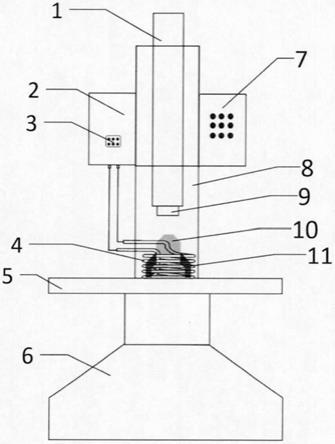
7.进一步的,所述液压装置包括机座6、工作台5、主机架8,液压推缸1、液压推缸的操控面板7、压头9。机座6上设有工作台5和主机架8,主机架8上设有液压推缸1的操控面板7,液压推缸1的下端连接有压头9。
8.进一步的,所述高频加热装置包括高频加热机2、高频加热机的操控面板3、电感应线圈4。电感应线圈4和高频加热机2由导线连接,高频加热机的操控面板3安装在高频加热机2上,高频加热机2被固定到主机架8上。
9.进一步的,所述的液压推缸1的操控面板7包括有压力增大、压力减小、速度增加、速度增加、速度减小、暂停、电源开关等按钮。
10.进一步的,所述的高频加热机的操控面板3包括温度增加、温度降低、速度增快、速度减慢、保温、电源开关等按钮。
11.具体的,具体的操作高频加热的顶锤装配装置进行顶锤和钢环装配的步骤:
12.第一步,在高频加热机的操控面板3内设置钢环11需要的温度;
13.第二步,将钢环11放到工作台5上;
14.第三步,开启高频加热机2加热钢环11;
15.第四步,当温度达到设置的温度时进行保温;
16.第五步,在液压推缸的操控面板7内设置要装配顶锤的压力值;
17.第六步,将顶锤10放到钢环11上;
18.第七步,开动液压机,液压推缸1带动压头9顶住顶锤10向下运动,此时开始进行装配;
19.第八步,当到达压力要求时,液压推缸1停止加压,完成顶锤和钢环装配。
20.本实用新型的有益之处是:本实用新型通过提供一种利用高频加热的顶锤装配装置,通过高频加热机的电感应线圈对顶锤装配位置钢环进行加热,可以根据装配过程及时调温,解决了顶锤装配过程中出现卡锤现象,降低人工成本,同时降低钢环、顶锤出现裂纹的几率。
附图说明
21.图1一种利用高频加热的顶锤装配装置示意图。
22.图1中:液压推缸1、高频加热机2、高频加热机的操控面板3、电感应线圈4、工作台5、机座6、液压推缸的操控面板7、主机架8、压头9、顶锤10、钢环11。
具体实施方式
23.下面结合附图对本实用新型的具体实施方式作具体说明。
24.参见图1一种利用高频加热的顶锤装配装置示意图,利用高频加热的顶锤装配装置由液压装置和高频加热装置两部分组成。
25.所述液压装置包括机座6、工作台5、主机架8,液压推缸1、液压推缸的操控面板7、压头9。机座6上设有工作台5和主机架8,主机架8上设有液压推缸1的操控面板7,液压推缸1的下端连接有压头9。
26.所述高频加热装置包括高频加热机2、高频加热机的操控面板3、电感应线圈4。电感应线圈4和高频加热机2由导线连接,高频加热机的操控面板3安装在高频加热机2上,高频加热机2被固定到主机架8上。
27.所述的液压推缸1的操控面板7包括有压力增大、压力减小、速度增加、速度增加、速度减小、暂停、电源开关等按钮。
28.所述的高频加热机的操控面板3包括温度增加、温度降低、速度增快、速度减慢、保温、电源开关等按钮。
29.例如,具体的操作高频加热的顶锤装配装置进行顶锤和钢环装配的步骤:
30.第一步,在高频加热机的操控面板3内设置钢环11需要的温度;
31.第二步,将钢环11放到工作台5上;
32.第三步,开启高频加热机2加热钢环11;
33.第四步,当温度达到设置的温度时进行保温;
34.第五步,在液压推缸的操控面板7内设置要装配顶锤的压力值;
35.第六步,将顶锤10放到钢环11上;
36.第七步,开动液压机,液压推缸1带动压头9顶住顶锤10向下运动,此时开始进行装配;
37.第八步,当到达压力要求时,液压推缸1停止加压,完成顶锤和钢环装配。
技术特征:
1.一种利用高频加热的顶锤装配装置,其特征在于包括液压装置和高频加热装置两部分组成;所述液压装置包括机座(6)、工作台(5)、主机架(8),液压推缸(1)、液压推缸的操控面板(7)、压头(9);机座(6)上设有工作台(5)和主机架(8),主机架(8)上设有液压推缸的操控面板(7),液压推缸(1)的下端连接有压头(9);所述高频加热装置包括高频加热机(2)、高频加热机的操控面板(3)、电感应线圈(4);电感应线圈(4)和高频加热机(2)由导线连接,高频加热机的操控面板(3)安装在高频加热机(2)上,高频加热机(2)被固定到主机架(8)上。2.根据权利要求1所述的一种利用高频加热的顶锤装配装置,其特征在于:所述的一种利用高频加热的顶锤装配装置,其中,所述的液压推缸的操控面板(7)包括有压力增大、压力减小、速度增加、速度减小、暂停、电源开关等按钮。3.根据权利要求1所述的一种利用高频加热的顶锤装配装置,其特征在于:所述的一种利用高频加热的顶锤装配装置,其中,所述的高频加热机的操控面板(3)包括温度增加、温度降低、速度增快、速度减慢、保温、电源开关等按钮。
技术总结
本实用新型的目的在于提供一种利用高频加热的顶锤装配装置,用高频加热的方式使钢环在可控的温度下受热膨胀后将顶锤装配钢环内,包括液压装置和高频加热装置两部分组成。所述的液压装置包括机座6、工作台5、主机架8,液压推缸1、液压推缸的操控面板7、压头9。所述的高频加热装置包括高频加热机2、高频加热机的操控面板3、电感应线圈4。通过高频加热机的电感应线圈对钢环进行加热,可以根据装配过程及时调温,解决了顶锤装配过程将出现卡锤现象,降低人工成本,同时降低钢环、顶锤出现裂纹的几率。率。率。
技术研发人员:李战厂
受保护的技术使用者:赤峰学院
技术研发日:2020.12.21
技术公布日:2021/12/21
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1