过滤网打折工艺的制作方法
1.本发明涉及过滤网加工领域,特别涉及一种过滤网打折工艺。
背景技术:
2.现有的过滤网打折工艺在打折的过程中需要传动机构带动过滤网进行传动,增加了加工成本,同时现有的打折工艺中过滤网打折的深度不可调节。
技术实现要素:
3.本发明解决的技术问题是提供一种不需要传动机构带动过滤网传动、节省成本的过滤网打折工艺。
4.本发明解决其技术问题所采用的技术方案是:过滤网打折工艺,包括机架,所述机架上设置有上折刀和下折刀、分别带动上折刀和下折刀摆动的第一凸轮和第二凸轮、带动第一凸轮和第二凸轮转动的电机,所述第一凸轮和第二凸轮啮合连接,还包括如下步骤:
5.步骤一:启动电源,所述电机转动;
6.步骤二:电机转动带动第一凸轮和第二凸轮转动;
7.步骤三:所述第一凸轮和第二凸轮转动分别带动上折刀和下折刀摆动,从而使得上折刀和下折刀交错咬合,在对过滤网进行打折的同时,带动过滤网前后移动,节省了传动机构,降低了成本。
8.进一步的是:所述上折刀和下折刀交错咬合的深度可调节,使得本打折工艺可以打折出不同深度的过滤网,即打折出不同的折高,适用性强,降低了成本。
9.进一步的是:所述折高的范围为18-300mm。
10.进一步的是:过滤网打折的速度为30-50折/min。
11.进一步的是:可以打折的过滤网的宽度范围为0-2700mm,不含0mm。
12.进一步的是:过滤网打折后相邻折之间的间隔为1.104cm。
13.本发明的有益效果是:本发明中在对过滤网进行打折的同时,带动过滤网前后移动,节省了传动机构,降低了成本,本发明可以根据客户的需求打折出不同深度的折高,同时本发明可以适用于不同宽度的过滤网,使得适用性强。
附图说明
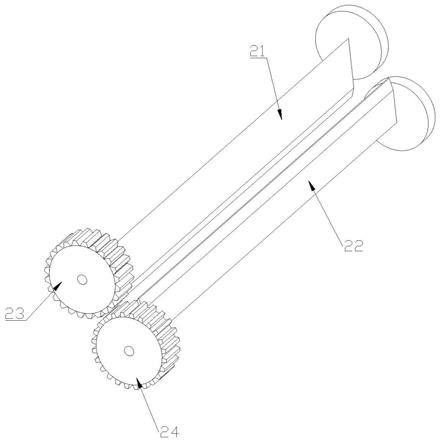
14.图1为本申请实施例的过滤网打折设备示意图。
15.图中标记为:上折刀21、下折刀22、第一凸轮23、第二凸轮24
具体实施方式
16.下面通过具体实施方式对本发明进一步说明。
17.过滤网打折工艺,包括机架,所述机架上设置有上折刀21和下折刀22、分别带动上折刀21和下折刀22摆动的第一凸轮23和第二凸轮24、带动第一凸轮23和第二凸轮24转动的
电机,所述第一凸轮23和第二凸轮24啮合连接,还包括如下步骤:
18.步骤一:启动电源,所述电机转动;
19.步骤二:电机转动带动第一凸轮23和第二凸轮24转动;
20.步骤三:所述第一凸轮23和第二凸轮24转动分别带动上折刀21和下折刀22摆动,从而使得上折刀21和下折刀22交错咬合,在对过滤网进行打折的同时,带动过滤网前后移动,节省了传动机构,降低了成本。
21.在上述基础上,所述上折刀和下折刀交错咬合的深度可调节,使得本打折工艺可以打折出不同深度的过滤网,即打折出不同的折高,适用性强,降低了成本。
22.本发明可以通过更换不同大小的第一凸轮和第二凸轮来实现调节过滤网打折后的深度。
23.在上述基础上,所述折高的范围为18-300mm,本发明可以打折的折深可以是18mm、 100mm、150mm、200mm或300mm,本实施例中打折出的折深为100mm。
24.在上述基础上,过滤网打折的速度为30-50折/min,本发明中过滤网打折的速度可以是30折/min、40折/min或50折/min,本实施案例中过滤网打折的速度为40折/min。
25.在上述基础上,可以打折的过滤网的宽度范围为0-2700mm,不含0mm,本发明可以适用于宽度为50mm、500mm、800mm、1000mm、1350mm、2000mm或2700mm的过滤网,本实施案例中过滤网的宽度为2000mm
26.在上述基础上,过滤网打折后相邻折之间的间隔为1.104cm。
27.以上所述的具体实施例,对本发明的目的、技术方案和有益效果进行了进一步详细说明,所应理解的是,以上所述仅为本发明的具体实施例而已,并不用于限制本发明,凡在本发明的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
技术特征:
1.过滤网打折工艺,包括机架,其特征在于:所述机架上设置有上折刀(21)和下折刀(22)、分别带动上折刀(21)和下折刀(22)摆动的第一凸轮(23)和第二凸轮(24)、带动第一凸轮(23)和第二凸轮(24)转动的电机,所述第一凸轮(23)和第二凸轮(24)啮合连接,还包括如下步骤:步骤一:启动电源,所述电机转动;步骤二:电机转动带动第一凸轮(23)和第二凸轮(24)转动;步骤三:所述第一凸轮(23)和第二凸轮(24)转动分别带动上折刀(21)和下折刀(22)摆动,从而使得上折刀(21)和下折刀(22)交错咬合。2.如权利要求1所述的过滤网打折工艺,其特征在于:所述上折刀(21)和下折刀(22)交错咬合的深度可调节,使得过滤网可以打折出不同的折高。3.如权利要求1所述的过滤网打折工艺,其特征在于:所述折高的范围为18-300mm。4.如权利要求1所述的过滤网打折工艺,其特征在于:过滤网打折的速度为30-50折/min。5.如权利要求1所述的过滤网打折工艺,其特征在于:可以打折的过滤网的宽度范围为0-2700mm,不含0mm。6.如权利要求1所述的过滤网打折工艺,其特征在于:过滤网打折后相邻折之间的间隔为1.104cm。
技术总结
本发明公开了一种过滤网打折工艺,涉及过滤网加工领域,包括机架,所述机架上设置有上折刀和下折刀、分别带动上折刀和下折刀摆动的第一凸轮和第二凸轮、带动第一凸轮和第二凸轮转动的电机,所述第一凸轮和第二凸轮啮合连接,还包括如下步骤:步骤一:启动电源,所述电机转动;步骤二:电机转动带动第一凸轮和第二凸轮转动;步骤三:所述第一凸轮和第二凸轮转动分别带动上折刀和下折刀摆动,从而使得上折刀和下折刀交错咬合;本发明中在对过滤网进行打折的同时,带动过滤网前后移动,节省了传动机构,降低了成本,本发明可以根据客户的需求打折出不同深度的折高,同时本发明可以适用于不同宽度的过滤网,使得适用性强。使得适用性强。使得适用性强。
技术研发人员:陈建康 朱诚君 高黑兵 陈伟 顾文娟
受保护的技术使用者:苏州德崧净化有限公司
技术研发日:2021.07.09
技术公布日:2022/3/25
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1