一种进料可控的半自动砂磨辅助系统的制作方法
1.本实用新型属于油墨生产技术领域,尤其是涉及一种进料可控的半自动砂磨辅助系统。
背景技术:
2.砂磨工艺是油墨生产过程中非常关键的一种工艺,砂磨工艺的好坏直接决定了油墨的细度、色浓度和稳定性。其中压力、流速、温度都是决定砂磨优劣的关键因素。在传统的砂磨工业中,循环砂磨等都是人工操作,其循环速度、流量都不能保证一致,极大的影响了砂磨速度和精度。另外传统的人工操作,会造成原材料和溶剂的浪费,既影响经济效益,又造成污染。
3.中国专利cn211707063u公布了一种水性油墨用纳米砂磨机的送料装置,包括砂磨装置,进料装置和把手式快速接头,所述砂磨装置包括研磨机和气动进料泵,所述研磨机和气动进料泵之间设置有进料装置,所述研磨机的一端固定有出料口,所述进料装置包括进料管,所述进料管的一端固定有连接器,且进料管的尾端固定有把手式快速接头,所述连接器的一端固定有物料传输分压管;所述物料传输分压管的一端设置有过滤漏斗,所述过滤漏斗通过固定螺栓与料斗进料管固定;使用把手式快速接头,可以快速的更换原料缸与气压输料泵的连接,同时,输料管由一条变成两条,可以更好的分流。上述装置一方面结构较为复杂,另一方面,其不具备循环磨砂功能。
技术实现要素:
4.针对现有油墨生产技术中循环砂磨采用人工操作的现状,本实用新型提供一种进料可控的半自动砂磨辅助系统。
5.本实用新型的目的可以通过以下技术方案来实现:
6.本实用新型提供一种进料可控的半自动砂磨辅助系统,包括砂磨缸、出料管路以及进料管路,所述出料管路以及进料管路分别与砂磨缸的出料口和进料口连接,所述进料管路中间为并联的循环管路与进料支管路,所述循环管路上设置有计量泵,所述循环管路与进料支管路上分别设置有流量阀。
7.在本实用新型的一个实施方式中,所述出料管路上设置有出料流量阀。
8.在本实用新型的一个实施方式中,所述循环管路上设置有循环管路第一流量阀和循环管路第二流量阀,所述循环管路第一流量阀和循环管路第二流量阀分别设置在计量泵的前后管路上。
9.在本实用新型的一个实施方式中,所述进料支管路上设置有进料支管路流量阀。
10.在本实用新型的一个实施方式中,所述砂磨缸的出料口位于砂磨缸的底部,所述砂磨缸的进料口位于砂磨缸的侧部高处或位于砂磨缸的顶部。
11.在本实用新型的一个实施方式中,所述计量泵为齿轮计量泵。
12.在本实用新型的一个实施方式中,所述计量泵和控制装置连接,所述控制装置用
于控制打开计量泵并控制进料速度和体积,从而实现循环砂磨的自动化和数字化。
13.在本实用新型的一个实施方式中,所述控制装置为plc控制器。
14.在本实用新型的一个实施方式中,所述砂磨缸为不锈钢制成的油墨缸。
15.在本实用新型的一个实施方式中,所述出料管路以及进料管路均为保温管路。
16.砂磨启动时,关闭出料流量阀、循环管路第一流量阀和循环管路第二流量阀,开启进料支管路流量阀,通过进料管路及进料支管路向砂磨缸中投料,开启砂磨。待砂磨状态稳定后,将出料管路与进料管路连接,形成循环砂磨系统,关闭进料支管路流量阀,打开出料流量阀、循环管路第一流量阀和循环管路第二流量阀,同时通过控制装置打开计量泵,启动循环砂磨,从而实现循环砂磨的自动化和数字化。
17.与现有技术相比,本实用新型具有以下优点:
18.(1)砂磨缸量多,可处理大吨位油墨砂磨作业,大大提高砂磨效率;容器可重复使用,减少环境污染;
19.(2)进料管和出料管均为保温管路,可以保证砂磨环境的稳定性。
20.(3)砂磨系统中装有计量泵,可以保证循环砂磨过程中,砂磨油墨的循环稳定,提高砂磨效率和精度。
21.(4)实现了循环砂磨的自动化和可控化,减少了人工和浪费。
附图说明
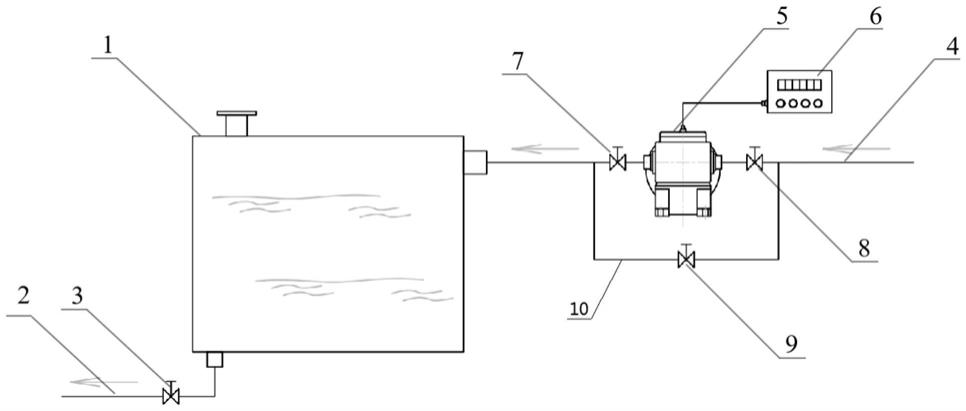
22.图1为本实用新型实施例1中进料可控的半自动砂磨辅助系统的结构示意图。
23.附图标记:
24.1为砂磨缸;2为出料管路;3为出料流量阀;4为进料管路;5为计量泵;6为控制装置;7为循环管路第一流量阀;8为循环管路第二流量阀;9进料支管路流量阀;10、进料支管路。
具体实施方式
25.下面结合附图和具体实施例对本实用新型进行详细说明。
26.实施例
27.参考图1,本实施例提供一种进料可控的半自动砂磨辅助系统,包括砂磨缸1、出料管路2以及进料管路4,所述出料管路2以及进料管路4分别与砂磨缸1的出料口和进料口连接,所述进料管路4中间为并联的循环管路与进料支管路10,所述循环管路上设置有计量泵5,所述循环管路与进料支管路10上分别设置有流量阀。
28.本实施例中,所述出料管路2上设置有出料流量阀3。所述循环管路上设置有循环管路第一流量阀7和循环管路第二流量阀8,所述循环管路第一流量阀7和循环管路第二流量阀8分别设置在计量泵5的前后管路上。所述进料支管路10上设置有进料支管路流量阀9。
29.本实施例中,所述砂磨缸1的出料口位于砂磨缸1的底部,所述砂磨缸1的进料口位于砂磨缸1的侧部高处。所述计量泵5为齿轮计量泵。所述计量泵5和控制装置6连接,所述控制装置6用于控制打开计量泵5并控制进料速度和体积,从而实现循环砂磨的自动化和数字化。所述控制装置6为plc控制器。所述砂磨缸1为不锈钢制成的油墨缸。所述出料管路2以及进料管路4均为保温管路。
30.砂磨启动时,关闭出料流量阀3、循环管路第一流量阀7和循环管路第二流量阀8,开启进料支管路流量阀9,通过进料管路4及进料支管路10向砂磨缸1中投料,开启砂磨。待砂磨状态稳定后,将出料管路2与进料管路4连接,形成循环砂磨系统,关闭进料支管路流量阀9,打开出料流量阀3、循环管路第一流量阀7和循环管路第二流量阀8,同时通过控制装置6打开计量泵5,启动循环砂磨,从而实现循环砂磨的自动化和数字化。
31.上述的对实施例的描述是为便于该技术领域的普通技术人员能理解和使用实用新型。熟悉本领域技术的人员显然可以容易地对这些实施例做出各种修改,并把在此说明的一般原理应用到其他实施例中而不必经过创造性的劳动。因此,本实用新型不限于上述实施例,本领域技术人员根据本实用新型的揭示,不脱离本实用新型范畴所做出的改进和修改都应该在本实用新型的保护范围之内。
技术特征:
1.一种进料可控的半自动砂磨辅助系统,其特征在于,包括砂磨缸(1)、出料管路(2)以及进料管路(4),所述出料管路(2)以及进料管路(4)分别与砂磨缸(1)的出料口和进料口连接,所述进料管路(4)中间为并联的循环管路与进料支管路(10),所述循环管路上设置有计量泵(5),所述循环管路与进料支管路(10)上分别设置有流量阀。2.根据权利要求1所述的一种进料可控的半自动砂磨辅助系统,其特征在于,所述出料管路(2)上设置有出料流量阀(3)。3.根据权利要求1所述的一种进料可控的半自动砂磨辅助系统,其特征在于,所述循环管路上设置有循环管路第一流量阀(7)和循环管路第二流量阀(8),所述循环管路第一流量阀(7)和循环管路第二流量阀(8)分别设置在计量泵(5)的前后管路上。4.根据权利要求1所述的一种进料可控的半自动砂磨辅助系统,其特征在于,所述进料支管路(10)上设置有进料支管路流量阀(9)。5.根据权利要求1所述的一种进料可控的半自动砂磨辅助系统,其特征在于,所述砂磨缸(1)的出料口位于砂磨缸(1)的底部,所述砂磨缸(1)的进料口位于砂磨缸(1)的侧部高处或位于砂磨缸(1)的顶部。6.根据权利要求1所述的一种进料可控的半自动砂磨辅助系统,其特征在于,所述计量泵(5)为齿轮计量泵。7.根据权利要求1所述的一种进料可控的半自动砂磨辅助系统,其特征在于,所述计量泵(5)和控制装置(6)连接,所述控制装置(6)用于控制打开计量泵(5)并控制进料速度和体积。8.根据权利要求7所述的一种进料可控的半自动砂磨辅助系统,其特征在于,所述控制装置(6)为plc控制器。9.根据权利要求1所述的一种进料可控的半自动砂磨辅助系统,其特征在于,所述砂磨缸(1)为不锈钢制成的油墨缸。10.根据权利要求1所述的一种进料可控的半自动砂磨辅助系统,其特征在于,所述出料管路(2)以及进料管路(4)均为保温管路。
技术总结
本实用新型涉及一种进料可控的半自动砂磨辅助系统,包括砂磨缸、出料管路以及进料管路,所述出料管路以及进料管路分别与砂磨缸的出料口和进料口连接,所述进料管路中间为并联的循环管路与进料支管路,所述循环管路上设置有计量泵,所述循环管路与进料支管路上分别设置有流量阀。与现有技术相比,本实用新型中,进料管和出料管均为保温管路,可以保证砂磨环境的稳定性。砂磨系统中装有计量泵,可以保证循环砂磨过程中,砂磨油墨的循环稳定,提高砂磨效率和精度。实现了循环砂磨的自动化和可控化,减少了人工和浪费。减少了人工和浪费。减少了人工和浪费。
技术研发人员:欧蔡伟
受保护的技术使用者:上海杰易森股份有限公司
技术研发日:2021.03.19
技术公布日:2022/2/22
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1