一种单涂层彩色钢带生产工艺的制作方法
本发明涉及彩色钢带生产,具体涉及一种单涂层彩色钢带生产工艺。
背景技术:
1、耐指纹板是在镀锌板表面进行耐指纹处理后得到的一种复合涂层板。耐指纹钢板是最早通过环保认证的材料,因表面用干净的手指触摸不会留下指纹,故而得名“耐指纹”,耐指纹钢板表面光洁、平整。在家电产品生产过程中,基于工序需要,许多部件难以避免经过工人多次触摸,工人手上的汗渍在零件表面形成污染,影响美观,因此研究开发了耐指纹板。
2、耐指纹镀铝锌板经过彩涂生产工艺,在耐指纹板背面单涂一层环氧背漆,生产出一种单涂层彩涂板,可以很好地解决耐指纹镀铝锌板的粘接性能差的问题。
技术实现思路
1、针对现有技术的不足,本发明提供一种单涂层彩色钢带生产工艺,保证生产高质量合格产品同时保持正面的耐指纹涂层完好无缺,且背面具有良好粘接性能。
2、本发明是通过如下技术方案实现的:
3、提供一种单涂层彩色钢带生产工艺,包括预处理工艺、化涂工艺和涂覆固化工艺;
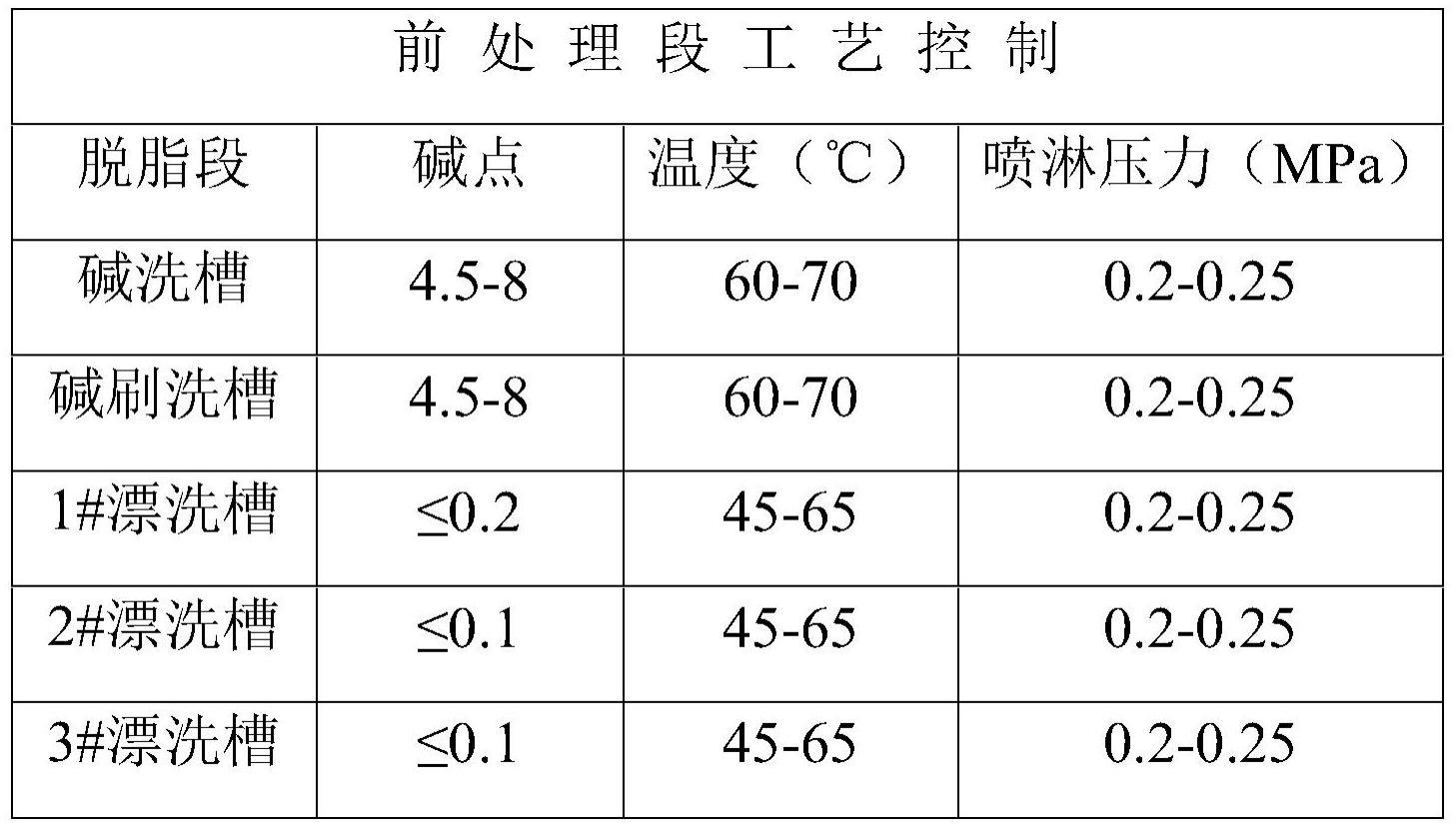
4、预处理工艺包括:钢板进入托辊后依次进行喷淋、挤干、辊刷脱脂、辊刷机i和ii、吹水双挤干、水洗i、挤干、水洗ii、挤干、纯水喷淋水洗iii、吹水双挤干,其中:正面刷辊不投用;
5、化涂处理工艺包括化涂、烘干和风冷降温,其中:化涂时化涂机的涂布辊采用正、反面同时两辊涂布的形式,正反面辊涂,采用垂直对辊式辊涂机,正面以脱盐水替代钝化液,背面正常投用;
6、涂覆固化工艺包括初涂、初涂固化、初涂强冷、纠偏、精涂、精涂固化和精涂强冷,其中:初涂烘箱设置100℃以下,背漆涂覆设置在精涂,精涂炉正常投用,其他涂布机全部切出;初涂固化炉和精涂固化炉各区温度设置100℃以下。
7、进一步的,化涂处理工艺中,拆掉化涂机正面钝化涂覆辊的联轴器,由涂覆辊改为被动轮。拆掉正面钝化涂覆辊的联轴器,由涂覆辊改为被动轮,可以降低员工劳动量。
8、进一步的,初涂固化炉和精涂固化炉由4-6个炉区组成,每个炉区配备一个循环风机、一个燃烧器、一组测温热电偶、一个混风室。
9、本发明的有益效果:
10、本发明工艺在预处理工艺中碱洗脱脂切出,防止破坏正面的耐指纹涂层;正面刷辊切出不投用,防止正面刷辊刷坏、刮花正面耐指纹涂层;在化涂工艺中,采用正反面同时两辊涂布的形式,正反面辊涂采用垂直对辊式辊涂机,可有效改善浪边辊涂问题;正面钝化液用脱盐水代替,避免出现涂覆辊干磨损坏。或者拆掉正面钝化涂覆辊的联轴器,由涂覆辊改为被动轮,可以降低员工劳动量。在涂覆工艺中,背漆涂覆设置在精涂,其他涂布机全部切出,在固化工艺中,初涂烘箱燃烧器全关,各区温度设置100℃以下,精涂炉正常投用,可以显著降低天然气的消耗,降低生产成本。
11、本发明的单涂层彩色钢带生产工艺能够实现单涂层彩色钢带在生产中稳定运行,生产出高质量的合格产品,同时保证正面的耐指纹涂层完好无缺,还能保证背面的良好粘接性能,节能降耗、高效稳定。
技术特征:
1.一种单涂层彩色钢带生产工艺,其特征在于:包括预处理工艺、化涂工艺和涂覆固化工艺;
2.根据权利要求1所述的单涂层彩色钢带生产工艺,其特征在于:化涂处理工艺中,拆掉化涂机正面钝化涂覆辊的联轴器,由涂覆辊改为被动轮。
3.根据权利要求1所述的单涂层彩色钢带生产工艺,其特征在于:初涂固化炉和精涂固化炉由4-6个炉区组成,每个炉区配备一个循环风机、一个燃烧器、一组测温热电偶、一个混风室。
技术总结
本发明涉及彩色钢带生产技术领域,具体涉及一种单涂层彩色钢带生产工艺,包括预处理、化涂和涂覆固化工艺;预处理工艺包括:钢板进入托辊后依次进行喷淋、挤干、辊刷脱脂、吹水双挤干、水洗I、挤干、水洗II、挤干、纯水喷淋水洗III、吹水双挤干,正面刷辊不投用;化涂处理工艺包括化涂、烘干和风冷降温,涂布辊采用正、反面同时涂布,正反面辊涂,采用垂直对辊式辊涂机,正面以脱盐水替代钝化液,背面正常投用;涂覆固化工艺包括初涂、初涂固化、初涂强冷、精涂、精涂固化和精涂强冷,初涂烘箱设置100℃以下,背漆涂覆设置在精涂,精涂炉正常投用,其他涂布机全部切出;初涂固化炉和精涂固化炉各区温度设置100℃以下。本发明节能降耗、高效稳定。
技术研发人员:魏龙峰,益胜光,张占雄,李新明,马金川,李树鹏,修雪峰,张瑞云
受保护的技术使用者:山东新美达科技材料有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!