二筛一选辊压机水泥联合预粉磨工艺的制作方法
本发明涉及水泥联合粉磨工艺,尤其涉及二筛一选辊压机水泥联合预粉磨工艺。
背景技术:
1、目前水泥联合粉磨系统工艺是:物料通过辊压机或者立磨的预粉磨后,筛选出其中的细料进入球磨机进行终粉,通过选粉机及收尘系统将符合要求的成品选出。按照设备使用方式可以分为:辊压机+打散机+球磨机;辊压机+静态v选+球磨机;辊压机+静态v选+高效选粉机+球磨机;立磨+球磨机等方式。辊压机+打散机+球磨机,设备投资较少,操作系统相对简单,但是靠筛分板分离为主,分级为辅,成品可控制能力较差。辊压机+静态v选+球磨机,设备投资一般,操作系统相对简单,完全利用风选,成品控制能力一般,选粉效率差;需要大型离心风机,运行负荷较高。辊压机+静态v选+高效选粉机+球磨机,设备大,操作系统复杂;成品控制能力高,选粉效率较好,运行负荷高。立磨+球磨机,设备投资大,操作系统更复杂,运行负荷大。
技术实现思路
1、本发明的目的在于提供二筛一选辊压机水泥联合预粉磨工艺,解决背景技术中提到的技术问题。
2、为了实现上述目的,本发明采用的技术方案如下:
3、二筛一选辊压机水泥联合预粉磨工艺,所述方法包括如下步骤:
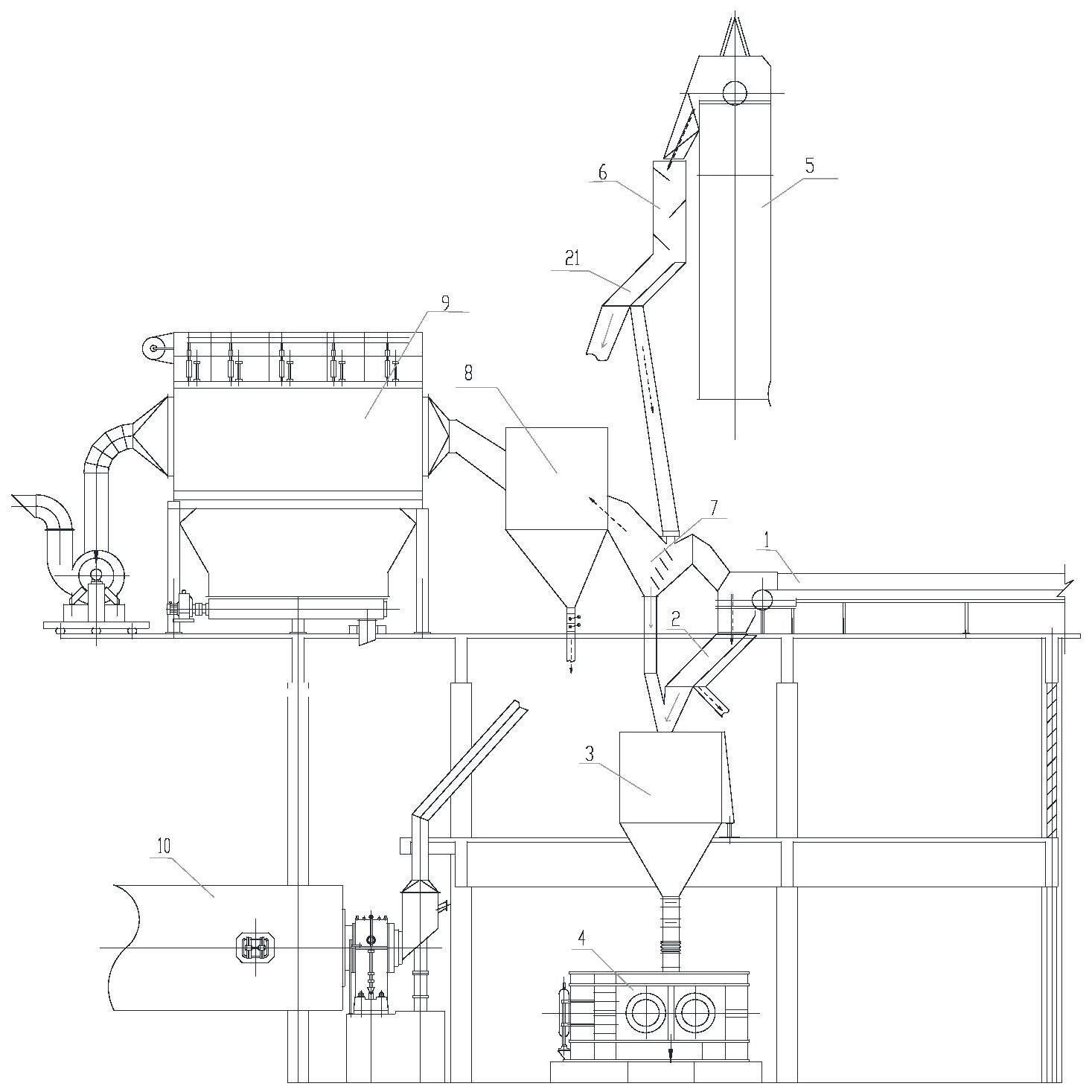
4、步骤1:皮带输送机将混合料送入第一双层溜管进行分离,过筛后的细料直接入机提升机,粗料进入辊压机稳流仓,然后有辊压机进行辊压;
5、步骤2:辊压机辊压过的粗料成为料饼,料饼由提升机提升入格栅板打散装置进行打散;
6、步骤3:打散后的物料进入到第二双层溜管分离,粗料直接回辊压机的稳流仓,细料进入静态选粉装置进行风选,合格细粉经过收尘器抽风通过沉降室收集直接进入磨机,粗料回到稳流仓,再经过辊压机辊压循环进入提升机返回步骤2;
7、步骤4:进入沉降室的合格细粉经过收尘器抽风过滤,然后粉料进入磨机。
8、进一步地,第一双层溜管和第二双层溜管均包括筛分板、进料管、过筛管和筛余管,进料管的内部底部设置有筛分板,物料进入到进料管后,细料从筛分板过滤下来,过筛管设置在筛分板的底部,筛余管设在进料管的底部。
9、进一步地,进料管倾斜设置,筛余管与稳流仓连接,第二双层溜管的过筛管与提升机连接,第一双层溜管的过筛管与静态选粉装置连接。
10、进一步地,栅格板打散装置包括打散管体和栅格板,若干块栅格板相间设置在打散管体的内部,打散管体竖直设置。
11、进一步地,栅格板倾斜向下设置,栅格板与栅格板之间的距离大于800mm,栅格板的水平宽度比打散管体的半径小,栅格板的倾斜角度为40-50度。
12、进一步地,静态选粉装置包括仓体、进料端、进风口、出料风口、调节挡板和回料管,调节挡板设置在仓体内部的中间位置,进料端设置在调节挡板的上方,进风口和出料风口设置在调节挡板的两侧,回料管设置在调节挡板的底部。
13、进一步地,调节挡板由若干块倾斜板间隔设置组成,倾斜板往进风口方向倾斜设置,进风口的风速大于18m/s。
14、本发明由于采用了上述技术方案,具有以下有益效果:
15、本发明在入辊压机稳流仓溜管上把入辊压机物料细粉分离,减少辊压机通过量,提高辊压机功率,把静态v选原理拆分,格栅板打散前移至辊压机提升机出料端,在格栅板打散后增加物料分离,提高半成品质量,设计静态v选原理选粉区装置,提高入磨成品质量,系统简单,无打散机、静态v选、高效选粉整套设备,设备投资非常少,操作简单。充分发挥地球引力作用,无需大型风机,运行负荷降低。
技术特征:
1.二筛一选辊压机水泥联合预粉磨工艺,其特征在于:所述方法包括如下步骤:
2.根据权利要求1所述的二筛一选辊压机水泥联合预粉磨工艺,其特征在于:第一双层溜管(2)和第二双层溜管(21)均包括筛分板(11)、进料管(12)、过筛管(13)和筛余管(14),进料管(12)的内部底部设置有筛分板(11),物料进入到进料管(12)后,细料从筛分板(11)过滤下来,过筛管(13)设置在筛分板(11)的底部,筛余管(14)设在进料管(12)的底部。
3.根据权利要求2所述的二筛一选辊压机水泥联合预粉磨工艺,其特征在于:进料管(12)倾斜设置,筛余管(14)与稳流仓(3)连接,第二双层溜管(21)的过筛管(13)与提升机(5)连接,第一双层溜管(2)的过筛管(13)与静态选粉装置(7)连接。
4.根据权利要求1所述的二筛一选辊压机水泥联合预粉磨工艺,其特征在于:栅格板打散装置(6)包括打散管体(20)和栅格板(22),若干块栅格板(22)相间设置在打散管体(20)的内部,打散管体(20)竖直设置。
5.根据权利要求4所述的二筛一选辊压机水泥联合预粉磨工艺,其特征在于:栅格板(22)倾斜向下设置,栅格板(22)与栅格板(22)之间的距离大于800mm,栅格板(22)的水平宽度比打散管体(20)的半径小,栅格板(22)的倾斜角度为40-50度。
6.根据权利要求1所述的二筛一选辊压机水泥联合预粉磨工艺,其特征在于:静态选粉装置(7)包括仓体、进料端(15)、进风口(17)、出料风口(16)、调节挡板(18)和回料管(19),调节挡板(18)设置在仓体内部的中间位置,进料端(15)设置在调节挡板(18)的上方,进风口(17)和出料风口(16)设置在调节挡板(18)的两侧,回料管(19)设置在调节挡板(18)的底部。
7.根据权利要求6所述的二筛一选辊压机水泥联合预粉磨工艺,其特征在于:调节挡板(18)由若干块倾斜板间隔设置组成,倾斜板往进风口(17)方向倾斜设置,进风口(17)的风速大于18m/s。
技术总结
本发明提供二筛一选辊压机水泥联合预粉磨工艺,属于水泥联合粉磨工艺技术领域,具体步骤为,入辊压机混合物料通过双层溜管进行分离,过筛细料。辊压机料饼由提升机提升入格栅板打散装置,料饼经过打散后进入双层溜管分离,粗料直接回辊压机稳流仓,减少风选料层厚度。细料进入静态选粉装置进行风选,合格细粉经过收尘器抽风通过沉降室收集直接进入磨机,粗料回辊压机稳流仓。本发明在入辊压机稳流仓溜管上把入辊压机物料细粉分离,减少辊压机通过量,提高辊压机功率,把静态V选原理拆分,格栅板打散前移至辊压机提升机出料端,在格栅板打散后增加物料分离,提高半成品质量,设计静态V选原理选粉区装置,提高入磨成品质量。
技术研发人员:杨长荣
受保护的技术使用者:华润水泥(连江) 有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!