喷涂机构、喷涂设备及喷涂方法与流程
本申请涉及喷涂设备的,尤其涉及一种喷涂机构、喷涂设备及喷涂方法。
背景技术:
1、连接器作为现有电子设备的传输基本单元,其传输效果直接影响电子设备之间的数据交互性能,现有的传输线路需要非常低的电磁干扰的环境,通常是在连接器端部设置铁壳进行无缝焊接,以保证传输线路的抗电磁干扰能力。
2、现有技术中,焊接通常是采用浸锡工艺进行焊接,在连接器的端部涂上助焊剂,再进行浸锡。目前助焊剂的涂覆采用的是人工涂覆,常用刷子在连接器的外表面进行涂刷。由于刷子无法对助焊剂的用量进行控制,并且人工的涂刷过程中存在涂刷不均匀的现象,当助焊剂用量过多时,会导致铁壳浸锡后助焊剂残留过多,储存久了发生吸潮现象出现的白色物质,导致后续铁壳发生发白现象,造成外观不良;当助焊剂用量过少时,后面工站浸锡会造成很多锡孔不良,造成焊锡功能不良,质量无法保证。并且由于人工的熟练程度的关系,在涂刷时候的时间也无法精准控制,而助焊剂的主要成分为乙醇,容易挥发,在长时间的加工过程中,由于助焊剂中乙醇容易挥发的原因,导致助焊剂的成分比例不一致,也会导致铁壳残留的助焊剂固态成品加大,吸潮现象加剧发生,造成发白现象
技术实现思路
1、本申请提供了一种喷涂机构、喷涂设备及喷涂方法,以解决现有技术中助焊剂的涂覆需要人工用刷子涂覆,涂覆精度低不能满足浸锡工艺焊接要求的问题。
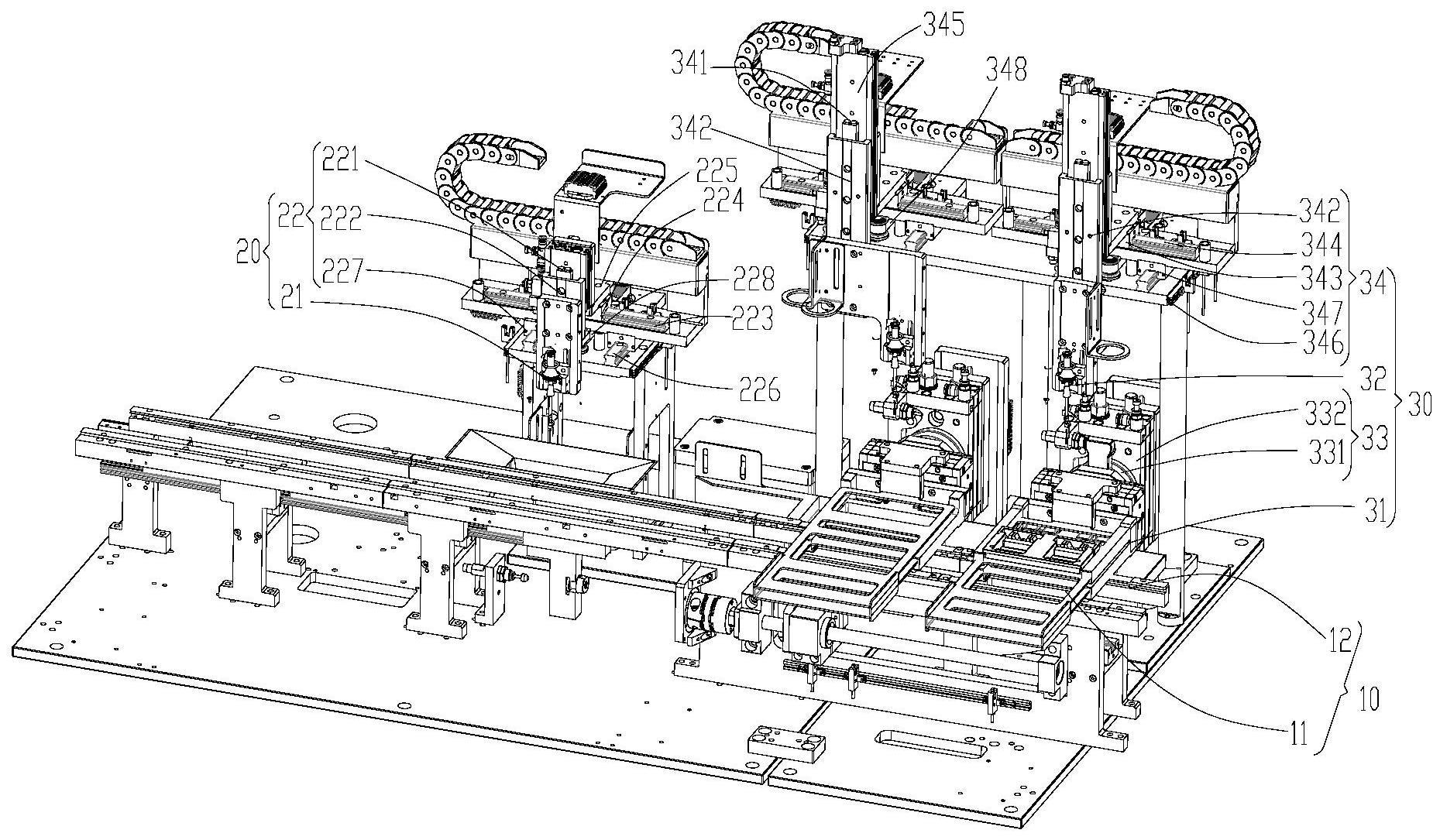
2、第一方面,本申请提供了一种喷涂机构,用于助焊剂的喷涂,包括:传输组件、第一喷涂组件和第二喷涂组件,传输组件包括装载结构和运输结构,装载结构可沿第一方向滑动地设置在运输结构上;第一喷涂组件包括第一喷阀,第一喷阀通过第一位移结构可沿第一方向移动;第二喷涂组件包括夹具、第二喷阀和第二位移结构,夹具与第二位移结构可转动地连接,第二位移结构可带动夹具沿第二方向滑动,第二喷阀通过第三位移结构可沿第一方向移动,夹具与装载结构具有夹紧状态和放松状态。
3、进一步地,第二位移结构包括旋转部件和滑动部件,夹具与旋转部件的转动端固定相连,旋转部件的固定端与滑动部件固定相连,滑动部件可相对于运输结构沿第二方向滑动。
4、进一步地,第三位移结构包括第一滑轨和第一滑块,第二喷阀与第一滑块相连,第一滑轨沿第二方向设置,第一滑块可相对于第一滑轨滑动。
5、进一步地,第三位移结构还包括第二滑轨和第二滑块,第二滑轨沿第一方向设置,第一滑轨通过第一连接件与第二滑块固定相连,第二滑块可相对于第二滑轨沿第一方向滑动。
6、进一步地,第三位移结构还包括第一检测件和第二检测件,第一检测件设置于第一滑轨的侧壁,第一检测件用于检测第一滑块位移距离,第二检测件设置于第二滑轨的侧壁,第二检测件用于检测第二滑块位移距离。
7、进一步地,第二喷涂组件为多个,各第二喷涂组件沿第一方向依次设置,第二喷涂组件的喷涂时间与第一喷涂组件的喷涂时间呈整数倍关系。
8、进一步地,传输组件设置有第三检测件,第三检测件设置于第一喷涂组件与第二喷涂组件之间的运输结构内部,第三检测件用于检测装载结构通过的数量。
9、第二方面,本申请提供了一种喷涂设备,喷涂设备包括喷涂机构和设备主体,喷涂机构为上述的喷涂机构,喷涂机构与设备主体相连。
10、第三方面,本申请提供了一种喷涂方法,喷涂方法使用上述的喷涂机构进行连接器的喷涂,喷涂方法包括如下步骤:
11、s10,将连接器沿第一方向依次安装于装载结构内,并将装载结构放置于运输结构上;
12、s20,运输结构沿第一方向运输装载结构,第一个装载结构位于第一喷阀下端时,运输结构停止运输,第一喷阀启动,第一喷阀沿第一方向往复运动,对连接器进行喷涂;
13、s30,第一喷阀喷涂完毕后,运输结构带动第一个装载结构继续沿第一方向移动;
14、s40,第一个装载结构移动至第一个第二喷涂组件下时,夹具下移将第一个装载结构夹紧;
15、s50,夹具通过滑动部件将夹具沿远离运输结构的方向滑动,直至夹具与运输结构的距离大于装载结构宽度的一半;
16、s60,通过第二位移结构的旋转部件将第一个装载结构旋转180°,第二喷阀对装载结构进行喷涂;
17、s70,第二喷涂组件喷涂结束后,旋转部件将第一个装载结构旋转180°,滑动部件将夹具沿靠近运输结构的方向滑动,以将装载结构放置于运输结构上。
18、进一步地,喷涂机构还包括第二个第二喷涂组件,第二个第二喷涂组件设置第一喷涂组件与第一个第二喷涂组件之间,在第一个装载结构移动至第一个第二喷涂组件下时,夹具下移将第一个装载结构夹紧之后,喷涂方法还包括:
19、s41,运输结构沿第一方向运输第二个装载结构,第二个装载结构位于第一喷阀下端时,运输结构停止运输,第一喷阀启动,第一喷阀沿第一方向往复运动,对连接器进行喷涂;
20、s42,第一喷阀喷涂完毕后,运输结构带动第二个装载结构继续沿第一方向移动;
21、s43,第二个装载结构移动至第二个第二喷涂组件时,第二个第二喷涂组件的夹具沿靠近第二个装载结构的方向滑动,并与第二个装载结构处于夹紧状态;
22、s44,第一个第二喷涂组件与第二个第二喷涂组件同时执行步骤s50至s70。
23、本申请实施例提供的上述技术方案与现有技术相比具有如下优点:
24、本申请实施例提供的一种喷涂机构、喷涂设备及喷涂方法,其中喷涂机构,用于助焊剂的喷涂,包括:传输组件、第一喷涂组件和第二喷涂组件,传输组件包括装载结构和运输结构,装载结构可沿第一方向滑动地设置在运输结构上;第一喷涂组件包括第一喷阀,第一喷阀通过第一位移结构可沿第一方向移动;第二喷涂组件包括夹具、第二喷阀和第二位移结构,夹具与第二位移结构可转动地连接,第二位移结构可带动夹具沿第二方向滑动,第二喷阀通过第三位移结构可沿第一方向移动,夹具与装载结构具有夹紧状态和放松状态。第一喷涂组件的第一喷阀用于连接器的第一面喷涂,第二喷涂组件通过夹具将装载结构翻转露出连接器的第二面,再通过第二位移结构带动靠近第二喷阀实现连接器的第二面涂覆,从而实现连接器的整体涂覆,并且第一喷阀和第二喷阀均通过位移以及排量的控制,对助焊剂的喷涂量和喷涂位置进行把控,使得连接器通过第二喷涂组件后满足浸锡工艺焊接要求。本申请有效地解决了现有技术中助焊剂的涂覆需要人工用刷子涂覆,涂覆精度低不能满足浸锡工艺焊接要求的问题。
技术特征:
1.一种喷涂机构,用于助焊剂的喷涂,其特征在于,包括:
2.根据权利要求1所述的喷涂机构,其特征在于,所述第二位移结构(33)包括旋转部件(331)和滑动部件(332),所述夹具(31)与所述旋转部件(331)的转动端固定相连,所述旋转部件(331)的固定端与所述滑动部件(332)固定相连,所述滑动部件(332)可相对于所述运输结构(12)沿所述第二方向滑动。
3.根据权利要求2所述的喷涂机构,其特征在于,所述第三位移结构(34)包括第一滑轨(341)和第一滑块(342),所述第二喷阀(32)与所述第一滑块(342)相连,所述第一滑轨(341)沿所述第二方向设置,所述第一滑块(342)可相对于所述第一滑轨(341)滑动。
4.根据权利要求3所述的喷涂机构,其特征在于,所述第三位移结构(34)还包括第二滑轨(343)和第二滑块(344),所述第二滑轨沿第一方向设置,所述第一滑轨(341)通过第一连接件(345)与所述第二滑块(344)固定相连,所述第二滑块(344)可相对于所述第二滑轨(343)沿第一方向滑动。
5.根据权利要求4所述的喷涂机构,其特征在于,所述第三位移结构(34)还包括第一检测件和第二检测件,所述第一检测件设置于所述第一滑轨(341)的侧壁,所述第一检测件用于检测所述第一滑块(342)位移距离,所述第二检测件设置于所述第二滑轨(343)的侧壁,所述第二检测件用于检测所述第二滑块(344)位移距离。
6.根据权利要求1至5中任一项所述的喷涂机构,其特征在于,所述第二喷涂组件(30)为多个,各所述第二喷涂组件(30)沿所述第一方向依次设置,所述第二喷涂组件(30)的喷涂时间与所述第一喷涂组件(20)的喷涂时间呈整数倍关系。
7.根据权利要求6所述的喷涂机构,其特征在于,传输组件(10)设置有第三检测件,所述第三检测件设置于所述第一喷涂组件(20)与所述第二喷涂组件(30)之间的运输结构(12)内部,所述第三检测件用于检测所述装载结构(11)通过的数量。
8.一种喷涂设备,其特征在于,所述喷涂设备包括喷涂机构和设备主体,所述喷涂机构为权利要求1至7中任一项所述的喷涂机构,所述喷涂机构与所述设备主体相连。
9.一种喷涂方法,其特征在于,所述喷涂方法使用如权利要求1至7中任一项所述的喷涂机构进行连接器的喷涂,所述喷涂方法包括如下步骤:
10.根据权利要求9所述的喷涂方法,其特征在于,所述喷涂机构还包括第二个所述第二喷涂组件(30),第二个所述第二喷涂组件(30)设置所述第一喷涂组件(20)与第一个所述第二喷涂组件(30)之间,在第一个所述装载结构(11)移动至第一个所述第二喷涂组件(30)下时,所述夹具(31)下移将第一个所述装载结构(11)夹紧之后,所述喷涂方法还包括:
技术总结
本申请涉及一种喷涂机构、喷涂设备及喷涂方法,其中喷涂机构,用于助焊剂的喷涂,包括:传输组件、第一喷涂组件和第二喷涂组件,第一喷涂组件的第一喷阀用于连接器的第一面喷涂,第二喷涂组件通过夹具将装载结构翻转露出连接器的第二面,再通过第二位移结构带动靠近第二喷阀实现连接器的第二面涂覆,从而实现连接器的整体涂覆,并且第一喷阀和第二喷阀均通过位移以及排量的控制,对助焊剂的喷涂量和喷涂位置进行把控,使得连接器通过第二喷涂组件后满足浸锡工艺焊接要求。本申请有效地解决了现有技术中助焊剂的涂覆需要人工用刷子涂覆,涂覆精度低不能满足浸锡工艺焊接要求的问题。
技术研发人员:焦伟,卢卫荣,徐晨
受保护的技术使用者:协讯电子(吉安)有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!