刚挠结合位防撕裂点胶方法与流程
本发明涉及pcb制作,尤其涉及一种刚挠结合位防撕裂点胶方法。
背景技术:
1、从当今电子产品的发展趋势可以看出,空间节约性、3d组装性和产品的可靠性成为新型电子产品的发展趋势。电子市场的扩充促使全球pcb规模与技术不断更新,pcb制造商随之探索出各种适应发展的新技术。由于环境和用途的制约,出现了挠性pcb设计;为进一步保证产品的可焊接性与3d组装性,刚挠结合pcb便应运而生。
2、刚挠结合pcb是近年来增长非常迅速的一类pcb。据统计,2005年至2010年的全球年平均增长率按产值计算超过20%,按面积计算则超过37%,明显超过了普通pcb的增长速度。从国内外市场分析可以看出,中国国内自主品牌的线路板企业需要尽早研发刚挠结合pcb的关键制作技术,以推动我国线路板产业转型发展。
3、目前世界范围内,许多科研机构都在研究刚挠结合pcb制作技术的更高端技术,尤其是挠性板位于表面层和高阶的一类刚挠结合pcb,此两类pcb不仅具备普通刚挠结合pcb的优点,更具有信息的特定传输性与低干扰特性。基于种种优点,高阶刚挠pcb与高层表面刚挠pcb已经广泛应用于医疗器械、汽车电子、航空航天、军工产品等各个领域。
4、然而,现有技术制造获得的高阶刚挠pcb与高层表面刚挠pcb的由于挠性板与硬板之间具有一定高度差,在被外力过度弯折时容易导致挠性板与硬板分离,即对外表现为挠性板撕裂,严重影响了高阶刚挠pcb与高层表面刚挠pcb的品质和结构稳定性。
技术实现思路
1、本发明的目的是提供一种刚挠结合位防撕裂点胶方法,其挠性区域与刚性板的连接处通过黏胶加固,以使得挠性区域与刚性板挠折时,挠性区域与刚性板的连接处通过黏胶产生一个缓冲角度,避免挠性区域发生撕裂,有效提升挠性区域与刚性板的连接处的结构稳定性。
2、为了实现上述目的,本发明公开了一种刚挠结合位防撕裂点胶方法,适于对刚挠结合pcb进行点胶,所述刚挠结合pcb包括刚性板组、连接层和刚挠结合板组,所述刚挠结合板组由多块刚挠结合芯板和多块半固化片按照预设叠板顺序间隔叠置而成,所述刚性板组、连接层和刚挠结合板组呈从上到下依次叠置以形成多层板,所述多层板的上端面开设有第一开窗部,所述第一开窗部贯穿所述刚性板组和连接层,以露出所述刚挠结合芯板中位于最上层刚挠结合芯板的挠性区域,所述刚挠结合位防撕裂点胶方法包括如下步骤:
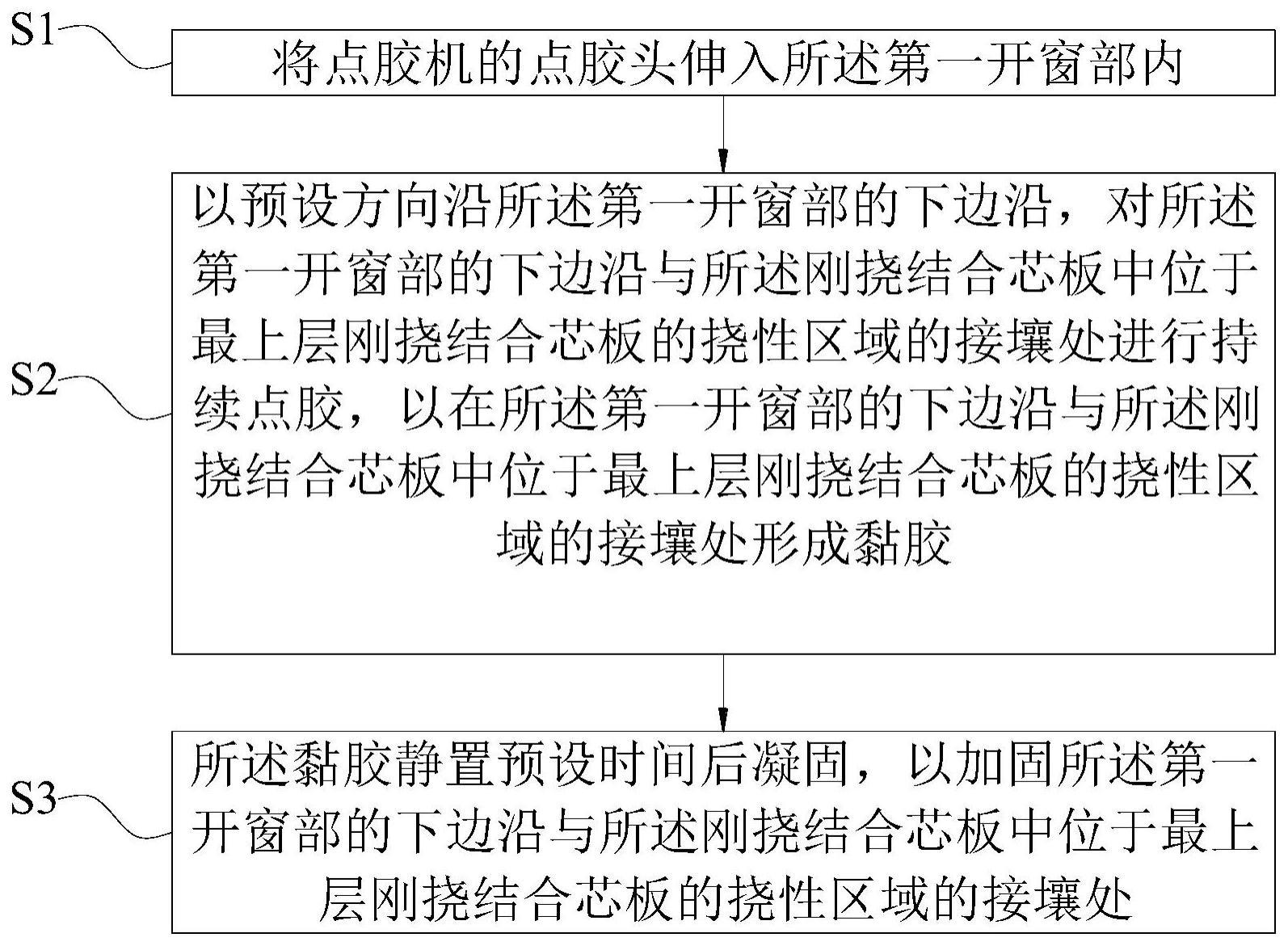
3、s1、将点胶机的点胶头伸入所述第一开窗部内;
4、s2、以预设方向沿所述第一开窗部的下边沿,对所述第一开窗部的下边沿与所述刚挠结合芯板中位于最上层刚挠结合芯板的挠性区域的接壤处进行持续点胶,以在所述第一开窗部的下边沿与所述刚挠结合芯板中位于最上层刚挠结合芯板的挠性区域的接壤处形成黏胶;
5、s3、所述黏胶静置预设时间后凝固,以加固所述第一开窗部的下边沿与所述刚挠结合芯板中位于最上层刚挠结合芯板的挠性区域的接壤处。
6、较佳地,所述黏胶静置预设时间后凝固,以加固所述第一开窗部的下边沿与所述刚挠结合芯板中位于最上层刚挠结合芯板的挠性区域的接壤处,进一步包括:
7、在静置过程中,对所述黏胶进行烘烤处理,以加速所述黏胶的凝固。
8、较佳地,烘烤时间为30分钟,烘烤温度介于115℃至125℃之间。
9、较佳地,所述点胶机的出胶压力介于2kgf/cm2至6kgf/cm2之间。
10、较佳地,所述点胶机的点胶头直径介于0.6mm至0.8mm之间。
11、较佳地,所述黏胶包括胶剂和稀释剂,所述胶剂和稀释剂的配比为1:10。
12、具体地,所述胶剂和稀释剂在注入所述点胶机前需要进行搅拌,搅拌时间介于5分钟至10分钟之间。
13、较佳地,所述刚挠结合芯板包括刚性芯板和挠性芯板,所述刚性芯板的指定位置开设有第二开窗部,所述指定位置对应所述挠性区域,所述第二开窗部的尺寸大于所述挠性芯板的尺寸,且所述第二开窗部的形状与所述挠性芯板的形状相同,所述挠性芯板嵌入设置在所述第二开窗部内。
14、具体地,所述挠性芯板沿竖直方向的投影落入所述第二开窗部沿竖直方向的投影内,所述第二开窗部与挠性芯板之间的间隙填充有胶带。
15、较佳地,所述挠性区域的表面覆盖有保护膜,所述黏胶设于所述第一开窗部的下边沿与所述刚挠结合芯板中位于最上层刚挠结合芯板的挠性区域上的保护膜的接壤处。
16、与现有技术相比,本发明的挠性区域与刚性板的连接处通过黏胶加固,以使得挠性区域与刚性板挠折时,挠性区域与刚性板的连接处通过黏胶产生一个缓冲角度,避免挠性区域发生撕裂,有效提升挠性区域与刚性板的连接处的结构稳定性,从而有效缓解因刚挠结合pcb在受到外力过度弯折时发生的挠性区域与刚性板分离现象,从而有效降低因挠性区域撕裂所造成的刚挠结合pcb品质受损,适于将该刚挠结合pcb制成诸如十八层高的高阶层叠结构。
技术特征:
1.一种刚挠结合位防撕裂点胶方法,适于对刚挠结合pcb进行点胶,其特征在于,所述刚挠结合pcb包括刚性板组、连接层和刚挠结合板组,所述刚挠结合板组由多块刚挠结合芯板和多块半固化片按照预设叠板顺序间隔叠置而成,所述刚性板组、连接层和刚挠结合板组呈从上到下依次叠置以形成多层板,所述多层板的上端面开设有第一开窗部,所述第一开窗部贯穿所述刚性板组和连接层,以露出所述刚挠结合芯板中位于最上层刚挠结合芯板的挠性区域,所述刚挠结合位防撕裂点胶方法包括如下步骤:
2.如权利要求1所述的刚挠结合位防撕裂点胶方法,其特征在于,所述黏胶静置预设时间后凝固,以加固所述第一开窗部的下边沿与所述刚挠结合芯板中位于最上层刚挠结合芯板的挠性区域的接壤处,进一步包括:
3.如权利要求2所述的刚挠结合位防撕裂点胶方法,其特征在于,烘烤时间为30分钟,烘烤温度介于115℃至125℃之间。
4.如权利要求1所述的刚挠结合位防撕裂点胶方法,其特征在于,所述点胶机的出胶压力介于2kgf/cm2至6kgf/cm2之间。
5.如权利要求1所述的刚挠结合位防撕裂点胶方法,其特征在于,所述点胶机的点胶头直径介于0.6mm至0.8mm之间。
6.如权利要求1所述的刚挠结合位防撕裂点胶方法,其特征在于,所述黏胶包括胶剂和稀释剂,所述胶剂和稀释剂的配比为1:10。
7.如权利要求6所述的刚挠结合位防撕裂点胶方法,其特征在于,所述胶剂和稀释剂在注入所述点胶机前需要进行搅拌,搅拌时间介于5分钟至10分钟之间。
8.如权利要求1所述的刚挠结合位防撕裂点胶方法,其特征在于,所述刚挠结合芯板包括刚性芯板和挠性芯板,所述刚性芯板的指定位置开设有第二开窗部,所述指定位置对应所述挠性区域,所述第二开窗部的尺寸大于所述挠性芯板的尺寸,且所述第二开窗部的形状与所述挠性芯板的形状相同,所述挠性芯板嵌入设置在所述第二开窗部内。
9.如权利要求8所述的刚挠结合位防撕裂点胶方法,其特征在于,所述挠性芯板沿竖直方向的投影落入所述第二开窗部沿竖直方向的投影内,所述第二开窗部与挠性芯板之间的间隙填充有胶带。
10.如权利要求1所述的刚挠结合位防撕裂点胶方法,其特征在于,所述挠性区域的表面覆盖有保护膜,所述黏胶设于所述第一开窗部的下边沿与所述刚挠结合芯板中位于最上层刚挠结合芯板的挠性区域上的保护膜的接壤处。
技术总结
本发明公开了一种刚挠结合位防撕裂点胶方法,适于对刚挠结合PCB进行点胶,该方法包括如下步骤:以预设方向沿第一开窗部的下边沿,对第一开窗部的下边沿与刚挠结合芯板中位于最上层刚挠结合芯板的挠性区域的接壤处进行持续点胶,以在第一开窗部的下边沿与刚挠结合芯板中位于最上层刚挠结合芯板的挠性区域的接壤处形成黏胶;黏胶静置预设时间后凝固,以加固第一开窗部的下边沿与刚挠结合芯板中位于最上层刚挠结合芯板的挠性区域的接壤处;本发明的挠性区域与刚性板的连接处通过黏胶加固,以使得挠性区域与刚性板挠折时,挠性区域与刚性板的连接处通过黏胶产生一个缓冲角度,避免挠性区域发生撕裂,有效提升挠性区域与刚性板的连接处的结构稳定性。
技术研发人员:赵南清,孟昭光,曾国权
受保护的技术使用者:东莞市五株电子科技有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!