一种点胶装置及点胶方法与流程
本发明涉及点胶,尤其涉及一种点胶装置及点胶方法。
背景技术:
1、在当前3c电子等半导体行业发达的大背景下,点胶工艺的优良尤为重要。目前,市场上的点胶装置大多为先点胶,后检测的方式,不能实时在线式点胶,无法及时优化胶线质量。并且现有的点胶装置视觉引导与点胶动作不同步,无法实时规划点胶路径,对点胶轨迹实时纠偏调整。随着技术的发展,一部分点胶装置虽然能够规划点胶路径,但是由于布局不合理,使得点胶装置体积大,占用空间大。
2、因此,亟需发明一种点胶装置及点胶方法,以解决上述问题。
技术实现思路
1、本发明的目的在于提供一种点胶装置及点胶方法,以快速规划点胶路径,实时优化点胶轨迹,还能够根据胶线质量的反馈进行点胶,优化胶线质量,并且点胶装置结构紧凑,布局更加合理。
2、为达此目的,本发明采用以下技术方案:
3、一种点胶装置,包括:
4、点胶组件,能够对待点胶产品进行点胶;以及
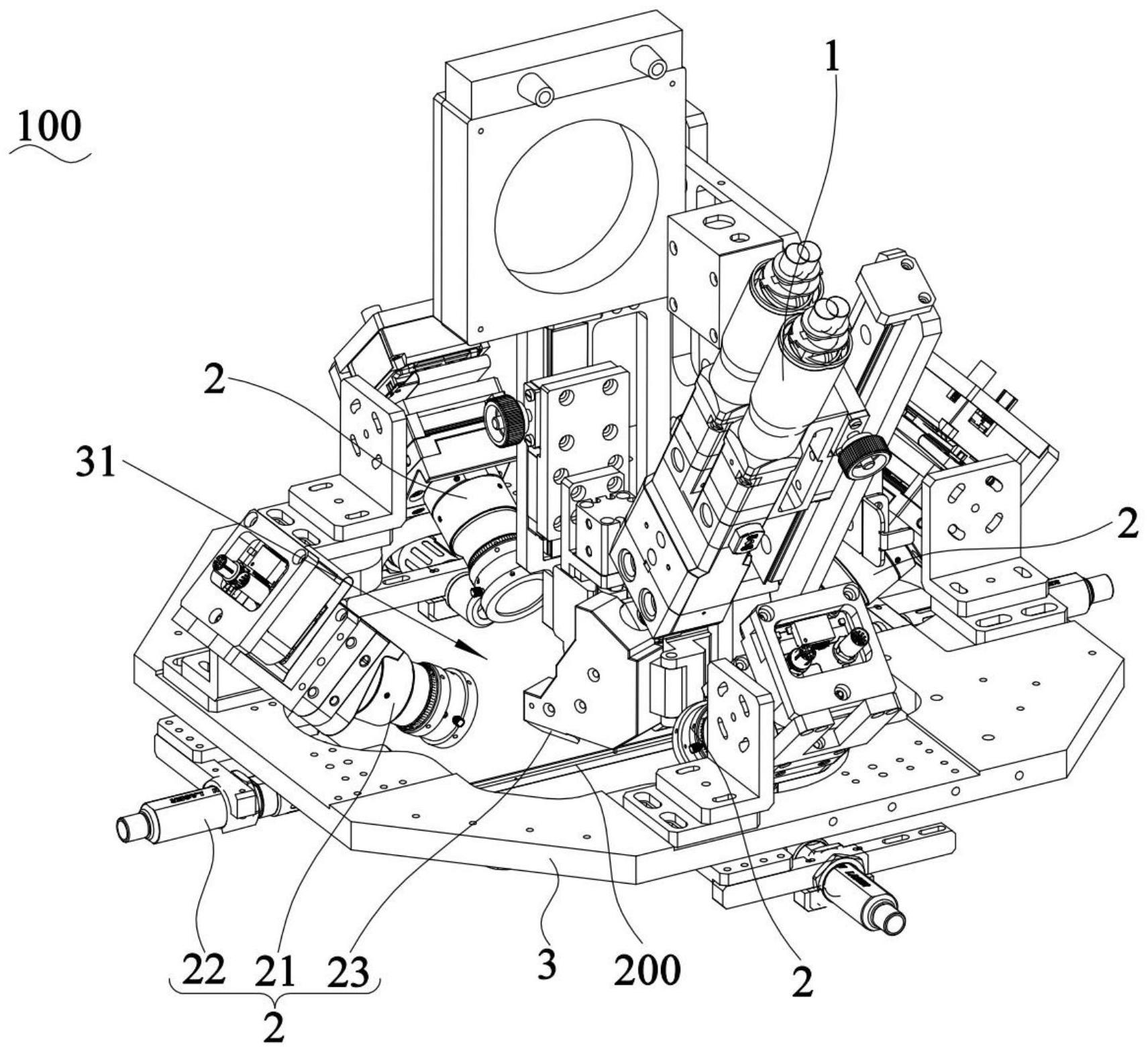
5、多个视觉检测组件,多个所述视觉检测组件围绕所述点胶组件和所述待点胶产品的外周间隔排布,所述视觉检测组件与所述待点胶产品的侧边对应设置,并且每个所述视觉检测组件的检测范围均能够覆盖整个所述待点胶产品;
6、当所述点胶组件对所述待点胶产品的侧边进行点胶时,与进行点胶的侧边相对应的所述视觉检测组件被配置为实时规划引导所述点胶组件的点胶路径,剩余的所述视觉检测组件被配置为实时检测所述点胶组件的胶线质量,并且所述点胶组件根据所述视觉检测组件反馈的所述胶线质量进行点胶。
7、作为优选方案,所述待点胶产品相邻的两个侧边之间通过圆弧边进行连接,当所述点胶组件对其中的一个所述圆弧边进行点胶时,与所述圆弧边相邻的两个所述视觉检测组件被配置为实时规划引导所述点胶组件的点胶路径,剩余的所述视觉检测组件被配置为实时检测所述点胶组件的胶线质量,并且所述点胶组件根据所述视觉检测组件反馈的所述胶线质量进行点胶。
8、作为优选方案,所述点胶装置还包括:
9、安装板组件,所述安装板组件上开设有避让空间,多个所述视觉检测组件围绕所述避让空间的外周间隔安装在所述安装板组件上,并且所述待点胶产品在所述避让空间的下方与所述避让空间正对设置,以使每个所述视觉检测组件均通过所述避让空间向下倾斜拍摄所述待点胶产品。
10、作为优选方案,所述视觉检测组件包括:
11、检测相机,安装在所述安装板组件的上端面上,所述检测相机的镜头通过所述避让空间向下倾斜拍摄所述待点胶产品;以及
12、光源,安装在所述安装板组件的下端面上,被配置为所述检测相机提供光源。
13、作为优选方案,所述视觉检测组件还包括:
14、折射件,与所述光源正对设置,被配置为将所述光源发射的光折射到所述检测相机的镜头处。
15、一种点胶方法,采用如上所述的点胶装置,包括如下步骤:
16、所述点胶组件沿着所述待点胶产品的轮廓依次进行点胶,当所述点胶组件对所述待点胶产品的侧边进行点胶时,与进行点胶的侧边相对应的所述视觉检测组件实时规划引导所述点胶组件的点胶路径,剩余的所述视觉检测组件实时检测所述点胶组件的胶线质量,并且所述点胶组件根据所述视觉检测组件反馈的所述胶线质量进行点胶。
17、作为优选方案,当所述点胶组件对两个侧边之间的圆弧边进行点胶时,与所述圆弧边相邻的两个所述视觉检测组件实时规划引导所述点胶组件的点胶路径,剩余的所述视觉检测组件实时检测所述点胶组件的胶线质量。
18、作为优选方案,所述视觉检测组件实时规划引导所述点胶组件的点胶路径包括如下步骤:
19、所述视觉检测组件获取所述待点胶产品的图像;
20、根据所述待点胶产品的图像计算点胶路径上各个轨迹点的机械坐标;
21、根据所述点胶路径上各个点的机械坐标控制所述点胶组件对所述待点胶产品点胶。
22、作为优选方案,所述点胶组件根据所述视觉检测组件反馈的所述胶线质量进行点胶包括如下步骤:
23、所述点胶组件点胶后,所述视觉检测组件对所述胶线进行拍照,通过图像质量判断所述胶线的质量,实时追踪点胶过程中各个参数的定量变化,模拟出因变量与自变量之间的定量或半定量关系式,以实时计算出满足最优点胶效果的优化参数配置组合。
24、作为优选方案,所述点胶组件的胶线质量包括胶线的宽度和胶线的厚度。
25、本发明的有益效果:
26、本发明提供了一种点胶装置,该点胶装置包括点胶组件及多个视觉检测组件,点胶组件能够对待点胶产品进行点胶,多个视觉检测组件围绕点胶组件和待点胶产品的外周间隔排布,视觉检测组件与待点胶产品的侧边对应设置,并且每个视觉检测组件的检测范围均能够覆盖整个待点胶产品,当点胶组件对待点胶产品的侧边进行点胶时,与进行点胶的侧边相对应的视觉检测组件用于实时规划引导点胶组件的点胶路径,剩余的视觉检测组件用于实时检测点胶组件的胶线质量,并且点胶组件根据视觉检测组件反馈的胶线质量进行点胶,使得该点胶装置不仅能够快速规划点胶路径,实时优化点胶轨迹,还能够根据胶线质量的反馈进行点胶,优化胶线质量。此外,由于多个视觉检测组件围绕点胶组件和待点胶产品的外周间隔排布,并且待点胶产品的侧边对应设置有视觉检测组件,不仅保证了视觉检测组件的路径规划和检测效果,也使得整个点胶装置的结构更加紧凑,布局更加合理。
27、本发明提供的点胶方法,采用上述点胶装置对待点胶产品进行点胶,不仅能够快速规划点胶路径,实时优化点胶轨迹,还能够根据胶线质量的反馈进行点胶,优化胶线质量。
技术特征:
1.一种点胶装置,其特征在于,包括:
2.根据权利要求1所述的点胶装置,其特征在于,所述待点胶产品(200)相邻的两个侧边之间通过圆弧边进行连接,当所述点胶组件(1)对其中的一个所述圆弧边进行点胶时,与所述圆弧边相邻的两个所述视觉检测组件(2)被配置为实时规划引导所述点胶组件(1)的点胶路径,剩余的所述视觉检测组件(2)被配置为实时检测所述点胶组件(1)的胶线质量,并且所述点胶组件(1)根据所述视觉检测组件(2)反馈的所述胶线质量进行点胶。
3.根据权利要求1所述的点胶装置,其特征在于,所述点胶装置还包括:
4.根据权利要求3所述的点胶装置,其特征在于,所述视觉检测组件(2)包括:
5.根据权利要求4所述的点胶装置,其特征在于,所述视觉检测组件(2)还包括:
6.一种点胶方法,其特征在于,采用权利要求1~5任一项所述的点胶装置,包括如下步骤:
7.根据权利要求6所述的点胶方法,其特征在于,当所述点胶组件(1)对两个侧边之间的圆弧边进行点胶时,与所述圆弧边相邻的两个所述视觉检测组件(2)实时规划引导所述点胶组件(1)的点胶路径,剩余的所述视觉检测组件(2)实时检测所述点胶组件(1)的胶线质量。
8.根据权利要求6所述的点胶方法,其特征在于,所述视觉检测组件(2)实时规划引导所述点胶组件(1)的点胶路径包括如下步骤:
9.根据权利要求6所述的点胶方法,其特征在于,所述点胶组件(1)根据所述视觉检测组件(2)反馈的所述胶线质量进行点胶包括如下步骤:
10.根据权利要求6所述的点胶方法,其特征在于,所述点胶组件(1)的胶线质量包括胶线的宽度和胶线的厚度。
技术总结
本发明涉及点胶技术领域,尤其涉及一种点胶装置及点胶方法。该点胶装置包括点胶组件及多个视觉检测组件,点胶组件能够对待点胶产品进行点胶,多个视觉检测组件围绕点胶组件和待点胶产品的外周间隔排布,视觉检测组件与待点胶产品的侧边对应设置,并且每个视觉检测组件的检测范围均能够覆盖整个待点胶产品,当点胶组件对待点胶产品的侧边进行点胶时,与进行点胶的侧边相对应的视觉检测组件用于实时规划引导点胶组件的点胶路径,剩余的视觉检测组件用于实时检测点胶组件的胶线质量,并且点胶组件根据视觉检测组件反馈的胶线质量进行点胶。点胶方法采用上述点胶装置进行点胶,优化了点胶路径和胶线质量,结构紧凑合理。
技术研发人员:黄鑫,史旭刚,曹飞
受保护的技术使用者:苏州凌云光工业智能技术有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!