一种空气滤自动打胶机的制作方法
本技术涉及空气滤芯框架的打胶及粘贴,特别涉及一种空气滤自动打胶机。
背景技术:
1、目前在平板空气滤芯的无纺布粘贴过程中主要使用人工胶枪打胶粘贴,容易出现打胶不匀,打的胶水过多会出现无纺布烫破,或胶丝过长等影响外观的情况。
2、现有技术的空气滤自动打胶机存在以下弊端:人工打胶效率低,影响产品生产效率。人工打胶不匀,容易烫伤无纺布和出现胶丝过长,影响产品外观。为此,我们提出一种空气滤自动打胶机。
技术实现思路
1、本实用新型的主要目的在于提供一种空气滤自动打胶机,可以有效解决背景技术中的问题。
2、为实现上述目的,本实用新型采取的技术方案为:
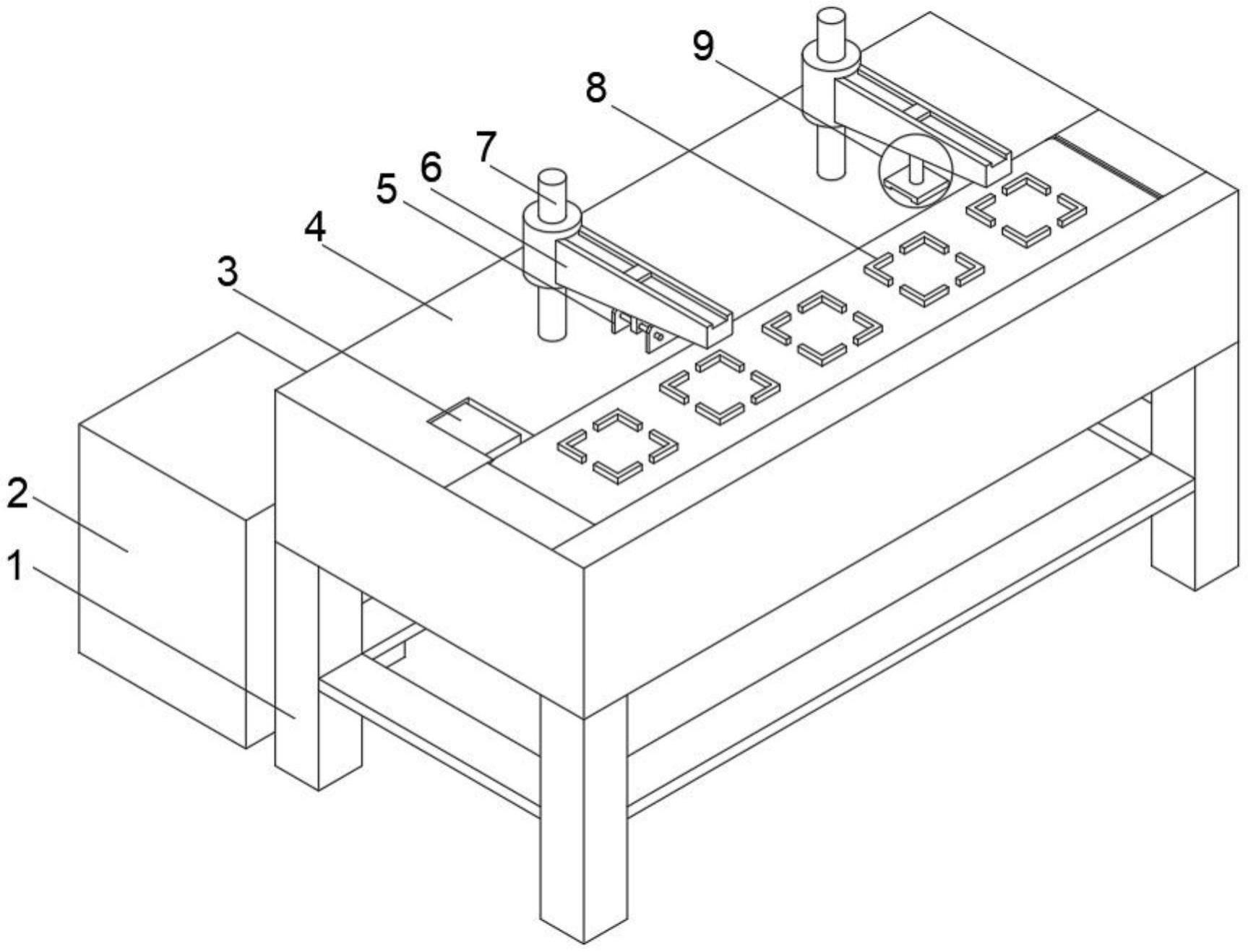
3、一种空气滤自动打胶机,包括工作台,还包括传送带机构、支撑架、控制台、支架和固定杆,所述工作台底部焊接有支撑架,所述工作台侧面设置有控制台,所述工作台顶部焊接有固定杆,且固定杆表面安装有支架,所述工作台顶部安装有传送带机构,所述传送带机构具体由驱动电机、减速机、转轴、传送带和辊轴组成,所述工作台顶部安装有驱动电机,所述驱动电机输出端连接有转轴,且驱动电机和转轴之间设置有减速机,所述转轴侧面与辊轴连接,所述辊轴表面传动连接传送带。
4、进一步地,还包括无纺布符合机构,所述支架底部安装有无纺布符合机构;通过无纺布符合机构便于对无纺布进行符合处理。
5、进一步地,所述无纺布符合机构具体由气缸和接触架组成,所述支架底部安装有气缸,所述气缸输出端连接有接触架;单滤芯运行到无纺布符合机构下部,无纺布符合机构下压,将无纺布符合在滤芯框架上。
6、进一步地,所述传送带表面固定连接有滤芯框架;便于对无纺布进行符合。
7、进一步地,所述工作台顶部通过支架连接有打胶机;打胶机通过支架上下、前后的位置调整,来固定打胶位置,打胶机打胶均匀,外观良好。
8、进一步地,所述控制台输出端分别与打胶机、驱动电机以及气缸输入端相连接;控制台用于控制传送带的转动速度,打胶机的打胶时间、打胶量,和无纺布符合机构下压时间和速度。
9、与现有技术相比,本实用新型具有如下有益效果:通过工作台顶部安装的驱动电机连接减速机以及辊轴,带动辊轴表面的传送带进行传输作业;通过工作台顶部的支架连接打胶机,打胶机与控制台连接,用于控制打胶量;并且打胶机通过支架上下、前后的位置调整,来固定打胶位置;通过工作台顶部的支架连接气缸,气缸输出端连接接触架(即模架),当单滤芯运行到无纺布符合机构下部,无纺布符合机构的气缸控制接触架下压,将无纺布符合在滤芯框架上,由于控制台输出端分别与打胶机、驱动电机以及气缸输入端相连接,通过控制台控制传送带的转动速度,打胶机的打胶时间、打胶量,和无纺布符合机构下压时间和速度,操作便捷。
技术特征:
1.一种空气滤自动打胶机,包括工作台(4),其特征在于,还包括传送带机构(3)、支撑架(1)、控制台(2)、支架(6)和固定杆(7),所述工作台(4)底部焊接有支撑架(1),所述工作台(4)侧面设置有控制台(2),所述工作台(4)顶部焊接有固定杆(7),且固定杆(7)表面安装有支架(6),所述工作台(4)顶部安装有传送带机构(3),所述传送带机构(3)具体由驱动电机(301)、减速机(302)、转轴(303)、传送带(304)和辊轴(305)组成,所述工作台(4)顶部安装有驱动电机(301),所述驱动电机(301)输出端连接有转轴(303),且驱动电机(301)和转轴(303)之间设置有减速机(302),所述转轴(303)侧面与辊轴(305)连接,所述辊轴(305)表面传动连接传送带(304)。
2.根据权利要求1所述的一种空气滤自动打胶机,其特征在于:还包括无纺布符合机构(9),所述支架(6)底部安装有无纺布符合机构(9)。
3.根据权利要求2所述的一种空气滤自动打胶机,其特征在于:所述无纺布符合机构(9)具体由气缸(901)和接触架(902)组成,所述支架(6)底部安装有气缸(901),所述气缸(901)输出端连接有接触架(902)。
4.根据权利要求1所述的一种空气滤自动打胶机,其特征在于:所述传送带(304)表面固定连接有滤芯框架(8)。
5.根据权利要求1所述的一种空气滤自动打胶机,其特征在于:所述工作台(4)顶部通过支架(6)连接有打胶机(5)。
6.根据权利要求1所述的一种空气滤自动打胶机,其特征在于:所述控制台(2)输出端分别与打胶机(5)、驱动电机(301)以及气缸(901)输入端相连接。
技术总结
本技术公开了一种空气滤自动打胶机,包括工作台,还包括传送带机构、支撑架、控制台、支架和固定杆,所述工作台底部焊接有支撑架,所述工作台侧面设置有控制台,所述工作台顶部焊接有固定杆,且固定杆表面安装有支架,所述工作台顶部安装有传送带机构,所述传送带机构具体由驱动电机、减速机、转轴、传送带和辊轴组成,所述工作台顶部安装有驱动电机,所述驱动电机输出端连接有转轴。通过工作台顶部安装的驱动电机连接减速机、辊轴、传送带和滤芯框架,便于无纺布的传输,通过支架连接的打胶机对无纺布进行符合作业,通过控制台控制传送带的转动速度,打胶机的打胶时间、打胶量,和无纺布符合机构下压时间和速度,操作便捷。
技术研发人员:魏恩雨
受保护的技术使用者:天津市远致环保科技有限公司
技术研发日:20220414
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!