一种用于根管锉手柄涂色圈标识设备的制作方法
1.本实用新型涉及医用设备涂色设备技术领域,特别是一种自动涂色圈标识、提高生产效率、涂画粗细均匀、不良率极低的用于根管锉手柄涂色圈标识设备。
背景技术:
2.目前医疗齿科行业对于根管锉手柄涂色圈过程多为人工操作。操作人员将手柄放至定位旋转机构上,定位好以后夹具开始旋转,此时操作人员用笔类工具将需要的颜色涂于根管锉具体位置。此操作过程全程皆由人工手动操作。对操作人员的熟练度要求较高。涂画出来产品上的色圈会因笔尖受力的大小而有粗细不一的情况。操作过程耗时较多,生产效率很低。操作人员劳动强度亦是很大。
3.需要一种自动涂色圈标识、提高生产效率、涂画粗细均匀、不良率极低的用于根管锉手柄涂色圈标识设备。
技术实现要素:
4.本实用新型的目的是提供一种自动涂色圈标识、提高生产效率、涂画粗细均匀、不良率极低的用于根管锉手柄涂色圈标识设备。
5.一种用于根管锉手柄涂色圈标识设备,包括:
6.根管锉手柄振动盘,所述根管锉手柄振动盘的手柄进料口对应手柄转接机械手和气动夹头,所述气动夹头连接夹头旋转电机,所述根管锉手柄振动盘位于工作台的侧面,所述手柄转接机械手和气动夹头设置在工作台上,所述气动夹头的上方对应涂圈针筒,所述涂圈针筒连接点胶机,所述气动夹头的侧面设置下料传送带,所述下料传送带上设置下料托盘,所述下料传送带连接上料传送带,所述上料传送带处设置推出电机,所述上料传送带上设置空托盘,所述工作台上设置人机界面。
7.所述点胶机带动涂圈针筒上下直线运动。
8.所述下料传送带和上料传送带相互垂直。
9.所述人机界面分别连接根管锉手柄振动盘、手柄转接机械手、气动夹头、夹头旋转电机、点胶机、下料传送带、上料传送带、推出电机。
10.所述空托盘和下料托盘大小相同,且都为长方形。
11.所述涂圈针筒的数量为两个以上,分别连接点胶机。
12.本实用新型根管锉手柄振动盘的手柄进料口对应手柄转接机械手和气动夹头,气动夹头连接夹头旋转电机,根管锉手柄振动盘位于工作台的侧面,手柄转接机械手和气动夹头设置在工作台上,气动夹头的上方对应涂圈针筒,涂圈针筒连接点胶机,气动夹头的侧面设置下料传送带,下料传送带上设置下料托盘,下料传送带连接上料传送带,上料传送带处设置推出电机,上料传送带上设置空托盘,工作台上设置人机界面。本实用新型自动涂色圈标识、提高生产效率、涂画粗细均匀、不良率极低。
附图说明
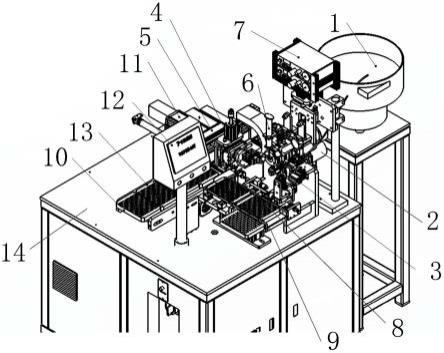
13.图1是本实用新型的左视向立体图;
14.图2是本实用新型的右视向立体图;
15.图中:1、根管锉手柄振动盘,2、手柄进料口,3、手柄转接机械手,4、气动夹头,5、夹头旋转电机,6、涂圈针筒,7、点胶机,8、下料托盘,9、下料传送带,10、上料传送带,11、推出电机,12、人机界面,13、空托盘,14、工作台。
具体实施方式
16.以下结合附图和具体实施例,对本实用新型做进一步说明。
17.一种用于根管锉手柄涂色圈标识设备,包括:
18.根管锉手柄振动盘1,根管锉手柄振动盘1的手柄进料口2对应手柄转接机械手3和气动夹头4,气动夹头4连接夹头旋转电机5,根管锉手柄振动盘1位于工作台14的侧面,手柄转接机械手3和气动夹头4设置在工作台14上,气动夹头4的上方对应涂圈针筒6,涂圈针筒6连接点胶机7,气动夹头4的侧面设置下料传送带9,下料传送带9上设置下料托盘8,下料传送带9连接上料传送带10,上料传送带10处设置推出电机11,上料传送带10上设置空托盘13,工作台14上设置人机界面12。
19.点胶机7带动涂圈针筒6上下直线运动。下料传送带9和上料传送带10相互垂直。人机界面12分别连接根管锉手柄振动盘1、手柄转接机械手3、气动夹头4、夹头旋转电机5、点胶机7、下料传送带9、上料传送带10、推出电机11。空托盘13和下料托盘8大小相同,且都为长方形。涂圈针筒6的数量为两个以上,分别连接点胶机7。
20.首先,根管锉手柄振动盘1将根管锉手柄输送至手柄进料口2。手柄转接机械手3将手柄移动至气动夹头4。气动夹头4将手柄夹紧后,夹头旋转电机5带动气动夹头4开始以设定的转速转动。此时位于手柄上方的涂圈针筒6在点胶机7驱动下自上而下动作。将涂圈针筒6上的针尖移动至手柄正上方一定位置。同时点胶机7开始工作。涂圈针筒6里装上了用于涂画色圈的油墨。在点胶机7的作用下将油墨以一定速度从针头挤出。被挤出的油墨在高速旋转的手柄上便涂画出一圈标识。
21.涂画完成的手柄被产品手柄转接机械手3取下,以事先设置好的规律旋转摆放至下料传送带9上的下料托盘8。涂圈动作如此重复执行。
22.当产品托板上的下料托盘8摆放满了以后,下料传送带9自动将完成的托盘退出固定工位,上料传送带10上预放置的空托盘13,推出电机11将空托盘13推入下料传送带9。直至上料传送带10上无空托盘13或者根管锉手柄振动盘1没有物料,设备会发出报警信号提示操作人员。
23.人机界面12分别控制或者显示根管锉手柄振动盘1、手柄转接机械手3、气动夹头4、夹头旋转电机5、点胶机7、下料传送带9、上料传送带10、推出电机11。根管锉手柄振动盘1位于工作台14的侧面。
24.实现了根管锉手柄涂色圈标识过程的全程自动化。根管锉手柄使用根管锉手柄振动盘1自动供料。涂色工具为两套自动点胶设备。可以实现多种颜色同时涂画色圈的功能。涂画色圈的粗细可以通过快速跟换针头来实现。根管锉手柄的旋转定位采用高精度的气动夹头4,夹头旋转电机5驱动,可以根据产品要求随意调节旋转速度。对加工完成的产品采用
伺服机构摆放至预制好的下料托盘8,空托盘13更换也是全自动方式,托盘摆满后自动更换新的空托盘13,涂完色圈的手柄整齐摆放至下料托盘8便于做后期的烘烤。
25.相比以往的人工涂色圈的方法,提高了根管锉手柄涂色圈的效率。并且设备自动涂画的产品上色圈的粗细均匀。不良率极低。涂圈完成后的产品由于摆放至托盘,便于后期做烘烤处理及进行其他工序的自动化工艺。
26.以上显示和描述了本实用新型的基本原理、主要特征和优点。本行业的技术人员应该了解,本实用新型不受上述实施例的限制,上述实施例和说明书中描述的只是说明本实用新型的原理,在不脱离本实用新型精神和范围的前提下本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型范围内。本实用新型要求保护范围由所附的权利要求书及其等同物界定。
技术特征:
1.一种用于根管锉手柄涂色圈标识设备,其特征在于,包括:根管锉手柄振动盘(1),所述根管锉手柄振动盘(1)的手柄进料口(2)对应手柄转接机械手(3)和气动夹头(4),所述气动夹头(4)连接夹头旋转电机(5),所述根管锉手柄振动盘(1)位于工作台(14)的侧面,所述手柄转接机械手(3)和气动夹头(4)设置在工作台(14)上,所述气动夹头(4)的上方对应涂圈针筒(6),所述涂圈针筒(6)连接点胶机(7),所述气动夹头(4)的侧面设置下料传送带(9),所述下料传送带(9)上设置下料托盘(8),所述下料传送带(9)连接上料传送带(10),所述上料传送带(10)处设置推出电机(11),所述上料传送带(10)上设置空托盘(13),所述工作台(14)上设置人机界面(12)。2.根据权利要求1所述的一种用于根管锉手柄涂色圈标识设备,其特征在于,所述点胶机(7)带动涂圈针筒(6)上下直线运动。3.根据权利要求1所述的一种用于根管锉手柄涂色圈标识设备,其特征在于,所述下料传送带(9)和上料传送带(10)相互垂直。4.根据权利要求1所述的一种用于根管锉手柄涂色圈标识设备,其特征在于,所述人机界面(12)分别连接根管锉手柄振动盘(1)、手柄转接机械手(3)、气动夹头(4)、夹头旋转电机(5)、点胶机(7)、下料传送带(9)、上料传送带(10)、推出电机(11)。5.根据权利要求1所述的一种用于根管锉手柄涂色圈标识设备,其特征在于,所述空托盘(13)和下料托盘(8)大小相同,且都为长方形。6.根据权利要求1所述的一种用于根管锉手柄涂色圈标识设备,其特征在于,所述涂圈针筒(6)的数量为两个以上,分别连接点胶机(7)。
技术总结
本实用新型涉及一种用于根管锉手柄涂色圈标识设备,根管锉手柄振动盘的手柄进料口对应手柄转接机械手和气动夹头,气动夹头连接夹头旋转电机,根管锉手柄振动盘位于工作台的侧面,手柄转接机械手和气动夹头设置在工作台上,气动夹头的上方对应涂圈针筒,涂圈针筒连接点胶机,气动夹头的侧面设置下料传送带,下料传送带上设置下料托盘,下料传送带连接上料传送带,上料传送带处设置推出电机,上料传送带上设置空托盘,工作台上设置人机界面。本实用新型自动涂色圈标识、提高生产效率、涂画粗细均匀、不良率极低。不良率极低。不良率极低。
技术研发人员:何兴
受保护的技术使用者:上海领扬印刷机械有限公司
技术研发日:2022.09.06
技术公布日:2022/11/29
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1